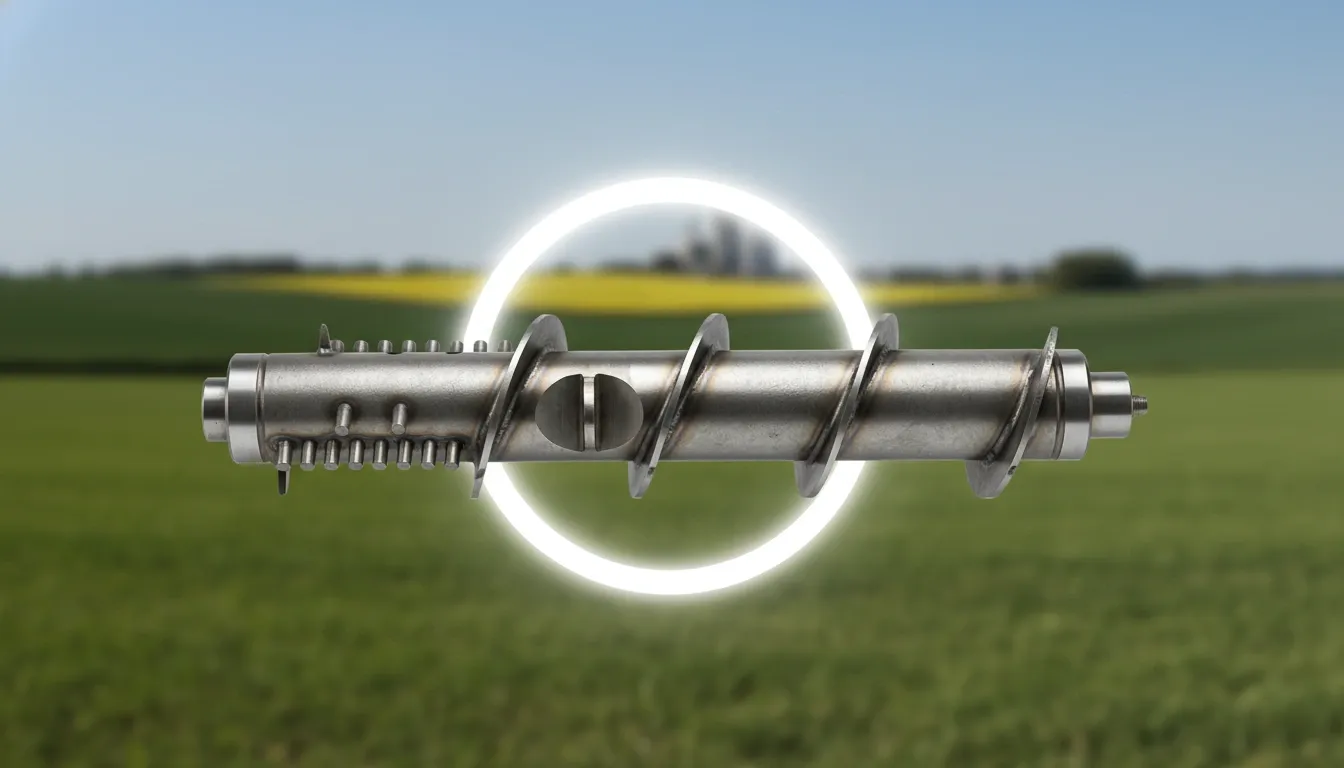
Header Auger Drum — 2193mm Rotary Tiller Header Parts

The EVER-POWER 2193 mm Header Auger Drum features hot-formed Q345B spiral blades, G6.3 dynamic balancing, and dual-layer electrophoretic coating for 480-hour salt-spray resistance. Unlike cold-pressed generics, it delivers 1,500–2,000+ hours of vibration-free service, precise 200 mm pitch for consistent crop flow, and direct-fit compatibility across 1.8–2.4 m combine and rotary tiller headers — reducing downtime and extending drivetrain life.
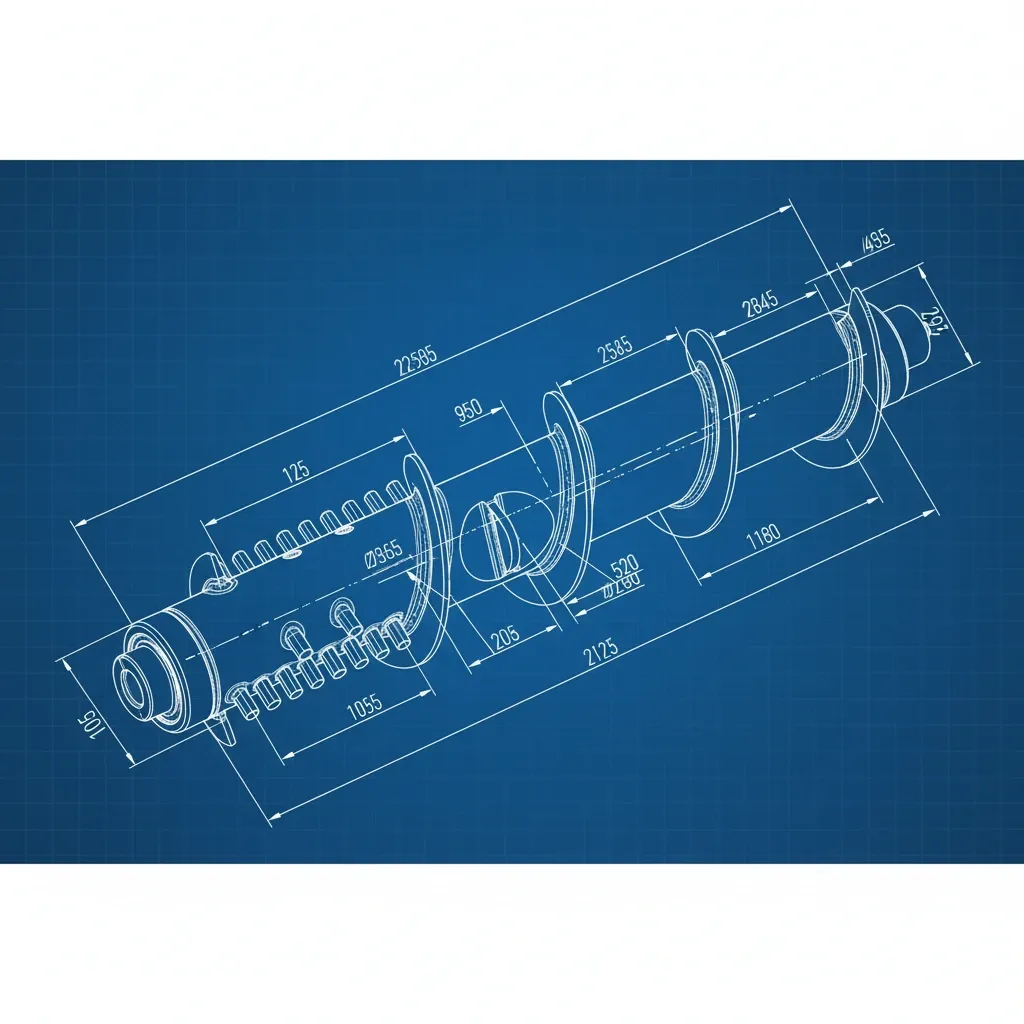
Product Specifications & Technical Parameters
The following parameters reflect the manufacturing specification of the EVER-POWER 2193mm header auger drum. All dimensional data conforms to ISO agricultural machinery standards and is verified through multi-stage quality inspection prior to dispatch.

Innovation & Standout Features
The EVER-POWER 2193mm header auger drum moves beyond standard OEM replacement territory. It incorporates manufacturing upgrades that directly address the most common failure points reported by machine operators: premature spiral wear, centre tube deformation under lateral load, and inconsistent crop flow at high drum speeds.
Hot-Formed Spiral Blades
Unlike cold-pressed spirals that retain residual stress at the weld zone, the spiral blades here are hot-formed at 950–1100 °C. This process homogenises the grain structure, significantly improving the fatigue life at the weld joint — where most drum failures begin. The result is a spiral that holds its geometry even after 1,500+ operating hours under heavy crop loads.
Dual-Layer Anti-Corrosion Coating
Field machinery faces constant exposure to moisture, fertiliser residue, and acidic crop matter. The drum undergoes a two-stage surface treatment: a cathodic electrophoretic primer penetrates all weld seams and internal cavities, followed by an industry-specification polyester topcoat. Salt-spray test results confirm 480-hour corrosion resistance — far exceeding the 240-hour benchmark common among generic replacements.
Precision-Balanced Assembly
A drum operating at 300–500 rpm with an imbalance of even a few grams transmits damaging vibration to the header gearbox and drive chain. Every unit passes dynamic balancing verification to G6.3 grade, ensuring smooth, low-vibration rotation across the full operational speed range. This directly reduces wear on header bearings and extends the overall service life of the header assembly.
CNC-Machined Shaft Ends
The shaft journals and splined ends are finish-machined on CNC lathes to h6/k6 tolerance class. This eliminates the shaft-to-bearing slop that often causes premature failure in aftermarket auger drums, where machined diameters can be off by 0.3–0.5 mm from nominal. Tight tolerances mean the drum seats correctly on its first installation, removing any risk of bearing fretting.
Optimised Pitch Geometry
The 200 mm uniform spiral pitch is computed against crop flow simulation data across wheat, paddy, corn, and soybean varieties. This pitch ensures that the screw conveyor assembly delivers consistent volumetric throughput without bunching at the transfer point, which commonly causes header blockages during wet-field or high-yield harvests. The pitch also reduces the torque spike at start-up, protecting the header drive chain.
Multi-Brand Shaft Interface
Shaft-end geometry is available in splined or double-keyed profiles to match the drive interface of the most common header designs. Rather than requiring a dedicated adapter bracket, the drum fits directly into the header saddle blocks, cutting installation time to under 40 minutes. This level of drop-in compatibility sets EVER-POWER rotary tiller header parts apart from single-platform OEM replacements.
Manufacturing Process
Production of a 2193mm header auger drum involves a tightly sequenced manufacturing workflow. Each stage builds directly on the quality of the previous, which is why shortcuts at any single step compound into field failures. The EVER-POWER production sequence follows a seven-phase protocol aligned with ISO 9001:2015 requirements.
Raw Material Certification
Q345B steel pipe and plate are sourced from certified mills. Each batch arrives with a mill certificate. In-house spectral analysis confirms carbon equivalent and yield strength before the material is released to the shop floor. Substandard batches are rejected before cutting commences.
Tube & Plate Cutting
The centre tube is cut to 2193 mm with a cold-saw unit, holding a face-to-face length tolerance of ±0.5 mm. Spiral blanks are plasma-cut from flat plate to a pre-calculated development length, accounting for the springback that occurs during roll-forming. All cut edges are deburred before proceeding.
Hot Roll-Forming
Spiral blanks are heated in a controlled furnace to 950–1100 °C and wound onto a mandrel to the specified 200 mm pitch. Forming at temperature eliminates residual stress, allowing the spiral to hold pitch accuracy without springback correction. After forming, the coiled spiral is air-cooled under controlled conditions to prevent cracking.
Welding & Assembly
CO₂ shielded arc welding joins the spiral to the centre tube. Weld parameters are pre-qualified per WPS documentation. Each weld pass is inspected visually and with a dye-penetrant test to verify the absence of surface cracks, porosity, or undercut. Weld leg dimensions are verified with a fillet gauge after each pass.
CNC Machining
Shaft ends and journal seats are finish-turned on a CNC lathe. Diameter tolerances are held to h6 for bearing journals and k6 for shaft fits. Runout on the journal seats is checked with a dial indicator at ≤ 0.03 mm TIR. Spline profiles are cut with a broach or hobbing cutter to DIN 5480 standard.
Dynamic Balancing
The fully assembled drum is mounted on a dynamic balancing machine and spun at operating speed. Residual imbalance is measured at both shaft planes and corrected by adding balance weights at designated positions. Final balance is verified to G6.3 grade per ISO 1940-1, ensuring smooth operation across the 300–500 rpm speed range.
Surface Treatment & Final Inspection
The drum is shot-blasted to SA 2.5 cleanliness, then conveyed through a cathodic electrophoretic priming bath, followed by a two-coat polyester topcoat. Dried film thickness is verified with an eddy-current gauge at ≥ 80 µm. Final inspection records dimensional compliance, surface quality, weight, and balance grade before packaging for export.
Material Excellence
The right material selection for a rotating agricultural component is not just about tensile strength. It involves balancing formability, weldability, surface hardenability, and resistance to abrasion from crop material that is sometimes contaminated with soil and grit.
Q345B Structural Steel — Centre Tube & Spiral
Q345B is the backbone material for the auger drum. With a minimum yield strength of 345 MPa and excellent Charpy impact toughness at –20 °C, it handles the cyclical bending and torsional loads that arise during high-speed rotation. Critically, Q345B has a carbon equivalent of 0.43–0.45, which places it in a favourable range for CO₂ welding without preheat requirements above ambient temperature. This avoids the thermal distortion that would otherwise compromise the pitch uniformity of the spiral after welding.
High-Carbon Drive Shaft Ends
The shaft stub ends, which take the full drive torque from the header gearbox, are manufactured from 45# medium-carbon steel and induction-hardened to 40–45 HRC at the journal and spline surfaces. This creates a hard, wear-resistant outer layer that resists fretting and brinelling from the mating header bearing, while the core remains tough enough to absorb the shock loading that occurs at machine start-up and when the drum encounters a crop blockage.
Welding Consumables
The ER70S-6 wire used in the CO₂ shielded welding process is specified to match the mechanical properties of Q345B, delivering weld metal tensile strength above 480 MPa. The silicon and manganese deoxidiser content in ER70S-6 produces a clean, smooth bead that minimises the stress concentration at the weld toe — the exact location where fatigue cracks initiate in inferior welded auger drums. No flux or slag is involved in the process, which eliminates the risk of slag inclusion defects.
Coating System
The two-layer coating begins with a cathodic electrophoretic primer that achieves uniform film build inside cavities and at weld interfaces — areas that spray painting cannot adequately protect. The exterior polyester topcoat provides UV resistance and resistance to agricultural chemicals, including herbicides and nitrogen-based fertilisers that commonly cause paint degradation on farm machinery. The total system is rated for 480-hour neutral salt spray per ISO 9227.
Compatibility & Fitment Guide
One of the most frequent questions from procurement teams and workshop managers concerns cross-compatibility. The 2193mm auger drum is engineered to broad fitment standards rather than narrow OEM-specific dimensions, giving it a wide footprint across current and legacy machine platforms.
Compatible Header Width Range
The drum's 2193 mm body length was determined by measuring the internal header housing span across the most widely deployed 2.0 m and 2.2 m header widths. With shaft stub extensions on each end, the overall installation span covers headers from 1.8 m to 2.4 m without requiring custom adapter plates. This makes it a practical cross-platform stock item for agricultural dealerships that service multiple machine brands.
Shaft Interface Options
Two shaft-end configurations are available as standard: a 35 mm splined shaft (6-spline or 8-spline, specifiable at order) and a 35 mm parallel shaft with a 10 mm keyway. Both options are finished to the same h6 tolerance class on the journal diameter. Custom spline counts and shaft diameters from 30 mm to 42 mm can be supplied for minimum order quantities, accommodating less common machine models without requiring a full re-engineering cycle.
Bearing Saddle Compatibility
The outer journal diameter of 35 mm fits standard UCP207 and UCP208 pillow-block bearing units that are widely stocked by agricultural dealers. The flange-to-flange dimensions follow the most common header saddle-block mounting patterns, so in the majority of installations the drum can be fitted without drilling new mounting holes or modifying the header frame.
🔗 Explore the full range of rotary tiller components compatible with this auger drum — including blades, gearboxes, and drive assemblies.
Related Components & Accessories
The header auger drum does not operate in isolation. Its performance is directly influenced by the condition of the surrounding header assembly components. When replacing the drum, it is good practice to inspect and, where necessary, replace the following mating parts to avoid repeat failures caused by worn adjacent components introducing damage into the new drum.
Pillow-block bearings that support the drum shaft at both ends. Worn bearings allow shaft runout that abrades the journal and can crack the drum tube over time. Replace whenever bearing radial play exceeds 0.15 mm.
The roller chain connecting the header gearbox to the drum drive sprocket. A worn chain generates shock loading at every engagement cycle. Chain elongation beyond 2% should trigger replacement alongside the drum to avoid immediate chain-induced damage.
Keyed or splined sprocket fitted to the drum drive shaft end. Worn sprocket teeth cause chain skip, which generates axial shock loads on the drum shaft. Always verify tooth profile and hooked wear before reusing on a new drum.
Retain the drum axially within the header housing. Deformed or cracked locking collars allow the drum to migrate axially, increasing the spiral-to-housing clearance and reducing crop transfer efficiency. Include in every drum replacement kit.
Mounting blocks that locate the bearing unit to the header frame. Cracked or deformed saddle blocks shift the drum centerline, creating a spiral-to-trough gap that allows crop reversal. Inspect for cracks at the fastener holes during each seasonal service.
The crop reel works in tandem with the auger drum to deliver a consistent crop stream. Bent or missing tines create uneven crop presentation that overloads one end of the drum. Replace damaged tines at the same service interval as the drum.
Delivers drive torque to the drum from the main machine driveline. A gearbox with worn internal bearings transmits vibration and torque spikes that shorten the drum's service life. Check for play and oil leaks before fitting a new drum.
A replaceable plastic liner reduces friction between the crop and the header floor, easing the load on the auger drum motor. Worn liners increase resistance torque by 15–25%, reducing throughput and accelerating drum bearing wear over time.
Industry Applications & Suitable Machinery
The 2193mm header auger drum is deployed across a broader range of machinery and industry contexts than the immediate combine harvester application might suggest. Its combination of length, pitch geometry, and surface finish makes it a versatile screw conveyor assembly for anywhere that bulk agricultural material needs to be transferred laterally within a confined housing.

- 🌾 Grain Harvesting — Combine Harvesters
The primary application. In the header of a combine harvester, the auger drum sweeps cut grain from the outer edges of the header table toward the central feeder house opening. At a 2.0–2.4 m header width, the 2193 mm drum provides adequate spiral coverage to prevent grain accumulation at the drum ends, which would otherwise cause blockages during high-yield cereal and soybean harvests. Compatible platforms include self-propelled combine models commonly used in China, India, Ukraine, Brazil, and Australia. - 🌿 Paddy Rice Harvesting
Rice harvesting places specific demands on the header auger drum. Wet, clumping paddy straw wraps around drum surfaces more aggressively than dry cereals. The smooth, curved spiral face of this drum minimises straw wrap points, while the hot-formed spiral edges resist the abrasive silicon content in rice straw that typically accelerates wear on cold-formed alternatives. The drum is widely used on track-type combine headers in Southeast Asian paddy operations. - 🌽 Corn (Maize) Harvesting — Row-Crop Headers
Corn header platforms use a lateral auger drum at the base of the row-divider assembly to move the cobs and stover toward the central intake. The robust tube construction of this drum handles the higher-than-average torque demand of maize stover, which is denser and more fibrous than wheat straw. The 400 mm spiral OD provides sufficient conveying area to maintain throughput rates at corn plant populations of 70,000–90,000 plants per hectare. - 🚜 Rotary Tiller Integrated Headers
On rotary tiller platforms with an integrated header system — used in conservation tillage setups where residue management and seedbed preparation occur in a single pass — the drum transports residue from the cutting zone to the discharge chute. The drive configuration matches the PTO-driven gear train common on 4WD rotary tiller header platforms. This is particularly relevant for custom-configuration tractors used in commercial market-garden and broadacre farming. - 🌱 Seed Processing Plants
In seed cleaning and conditioning facilities, lateral auger drums of this size are used in the primary intake section of seed cleaners and gravity separators. The dimensional consistency and smooth internal bore of this drum ensure that seed is conveyed without cracking — a critical requirement for high-value certified seed lots. Several South American and Eastern European seed processors have adopted this drum as a cost-effective replacement for purpose-built stainless versions. - 🏭 Grain Storage & Handling — Terminal Elevator Intake
At country elevator intake pits and mobile grain handler systems, 2 m-class auger drums provide the lateral sweep that fills the elevator boot evenly. The hot-formed spiral geometry prevents bridging that commonly occurs with variable-pitch augers when grain moisture content exceeds 16%. This drum is used as a budget-conscious field replacement for terminal elevator intake systems throughout Russia, Kazakhstan, and the North American Great Plains. - 🐄 Livestock Feed Mixing Equipment
In total mixed ration (TMR) mixer wagons that use a horizontal auger chamber, replacement drums of similar geometry and length are sourced from agricultural parts suppliers. The drum's food-contact suitability depends on local regulatory requirements; however, for dry feed materials such as silage and hay, the coating system used on this drum has been assessed as compatible with animal feed contact in multiple markets.
Step-by-Step Replacement Guide
Replacing a header auger drum is a straightforward task for a workshop technician familiar with agricultural headers. The work can be completed with hand tools in approximately 40–60 minutes on most platforms. The steps below apply to the majority of combine harvester and rotary tiller header configurations that accept the 2193 mm drum.
① Safety & Machine Preparation
Park the machine on level ground with the engine off, ignition key removed, and header lowered fully to the ground or resting on safety stands. Tag the control key with a lock-out notice. Allow the driveline to come to a complete stop — the drum may coast for 10–15 seconds after power is cut. Verify that the header safety prop is engaged before placing any body part under the header structure. This step is non-negotiable; incidents have occurred from unexpected header descent during drum removal.
② Disconnect the Drive Chain
Locate the chain master link or spring clip on the auger drive roller chain. Using a pair of snap-ring pliers, disengage the spring clip and push the master link free. Allow the chain to rest on the sprocket without removing it from the machine. If the chain is worn or elongated beyond 2%, set it aside for replacement alongside the drum. Photograph the chain routing before removal if the original routing is unclear from the service manual.
③ Remove the Drive Sprocket
Unscrew the shaft locking collar or snap ring that retains the drive sprocket on the drum shaft stub. Using a 2-jaw gear puller, press the sprocket free of the shaft taper or keyway without striking the sprocket with a hammer, which would damage the bearing behind it. Place the sprocket and all fasteners in a labelled tray to prevent loss during the replacement process.
④ Remove the Bearing Housings
Undo the four M10 or M12 bolts on each bearing housing (pillow block). On most headers, the bearing can be slid off the shaft end once the bolts are removed. Note the shim configuration under each bearing housing, as these set the drum-to-trough clearance. Keep shims in their original position. If bearings show flaking, discolouration, or audible roughness when turned by hand, replace them now.
⑤ Extract the Old Drum
With both bearing housings removed, the drum is free to be slid laterally. On 2 m-class headers, the drum weighs approximately 50 kg and requires two people or a small workshop crane for safe extraction. Slide the drum towards the drive side first to clear the idler-side shaft stub, then angle it out of the header housing and place it on the workshop floor for disposal.
⑥ Inspect the Header Trough
Before installing the new drum, inspect the header trough floor for wear grooves, bent flanges, or missing sections of UHMWPE liner. A worn trough floor reduces the clearance between the spiral edge and the floor from the nominal 8–12 mm to 3–4 mm or less, causing the new drum spiral to strike the floor under load. Address any trough damage now and clean out accumulated debris from the bearing saddle recesses.
⑦ Install the New Drum
Position the new drum above the header housing and lower it onto the bearing saddle blocks with the shaft ends aligned with the bearing bore. Temporarily fit the bearing housings finger-tight to hold the drum in position, then verify that the spiral-to-trough clearance is 8–12 mm using a feeler gauge at three positions along the drum length. Adjust shims as necessary before fully torquing the bearing housing bolts to specification (typically 40–55 Nm for M10 bolts).
⑧ Refit Sprocket, Chain & Final Check
Press the drive sprocket onto the shaft stub and secure the locking collar. Refit or install the roller chain and set chain tension according to the machine manual — typically 10–15 mm of mid-span deflection with light finger pressure. Rotate the drum by hand through 3–4 full revolutions to confirm smooth rotation and the absence of spiral contact with the header housing before returning the machine to field operation.
Maintenance & Care Programme
A proactive maintenance schedule for the header auger drum dramatically reduces unplanned downtime during the harvest window. Failures that occur mid-harvest are particularly costly because equipment rental rates and custom harvesting charges peak during this period. The programme below is structured around three intervals that align with typical operator behaviour.
Daily Pre-Operation Check (5 Minutes)
Before each day's run, rotate the drum by hand or with the header engaged at idle and observe the spiral for damage caused by previous-day operation — specifically any bent or cracked spiral sections caused by ingestion of stones or wire. Check the bearing housings for heat using the back of the hand; a bearing running above ambient by more than 30 °C is failing. Inspect the drive chain for tight links and verify that the chain is correctly seated on the sprocket teeth.
Weekly Service (50-Hour Interval)
Grease the bearing housings through the grease nipples with a standard lithium-complex NLGI #2 grease — two to three pump strokes per bearing until fresh grease appears at the seal lip. Excess grease beyond this point contaminates crop material. Check chain elongation with a chain wear gauge; exceeding 2% elongation requires immediate chain replacement. Clear any accumulated crop and soil from the header trough using compressed air and a stiff brush; trapped wet material accelerates corrosion at the spiral weld toes.
End-of-Season Storage Preparation
After the final harvest day, clean the drum and header trough thoroughly with a pressure washer. Allow to dry, then apply a thin film of corrosion-inhibiting spray or grease to any bare steel areas — particularly at the spiral weld toes and shaft ends. Remove the drive chain, clean it in a solvent bath, and store it oiled in a sealed bag. Re-tension the chain and check sprocket tooth wear at the beginning of the next season. If the coating shows chips larger than 5 mm, touch up with cold zinc primer before storage.
Wear Monitoring & Replacement Triggers
Use a straight-edge and feeler gauge to check the spiral-to-trough clearance at the beginning of each season. When clearance reaches 20 mm or more at any point along the drum length, the spiral has worn to the point where crop transfer efficiency drops below acceptable levels. Visual spiral thickness measurement — original 5 mm down to less than 3 mm at the leading edge — also triggers replacement. Keep a photographic record of spiral condition each season to track wear rate and predict replacement timing before the harvest window.
Market Price Comparison
Auger drum pricing varies widely based on material specification, surface treatment quality, dimensional tolerance, and brand tier. The table below compares the approximate market pricing for a 2 m-class (2193 mm) header auger drum across different supply channels as of early 2026. All prices are indicative FOB ex-China or regional warehouse pricing in USD.
Sustainability & Regulatory Compliance
Agricultural machinery parts exported across international markets are subject to an expanding web of environmental and safety regulations. The following section outlines the compliance position of the EVER-POWER header auger drum in major purchasing markets, and describes the sustainability commitments embedded in the production process.
🇺🇸 United States
The drum's coating system is formulated to comply with U.S. EPA VOC emission limits for industrial maintenance coatings. Material certifications for Q345B conform to ASTM A572 Grade 50 equivalence requirements commonly referenced in U.S. import documentation. No REACH-restricted substances are present in the coating formulation.
🇩🇪 European Union / Germany
The surface coating is REACH-compliant under EU Regulation (EC) No 1907/2006, with SVHC screening documentation available on request. The drum's structural steel meets EN 10025-2 S355 equivalence for EU market technical dossier submissions. CE conformity documentation is prepared per EU Machinery Directive 2006/42/EC for OEM-application declarations.
🇧🇷 Brazil
Brazil is one of the largest markets for combine harvester header components, driven by the world's largest soybean and corn growing areas. The drum meets INMETRO documentation requirements for imported agricultural machinery parts and is compatible with the major Brazilian OEM platforms used in Mato Grosso and Paraná harvesting operations.
🇮🇳 India
With India's rapidly expanding mechanised harvesting sector, particularly across Punjab, Haryana, and Andhra Pradesh, demand for header auger drum replacements is growing steadily. The product meets BIS import documentation standards and is compatible with the self-propelled reaper-binder and combine platforms dominating the Indian market. Lead-free coating formulation meets Indian food safety guidelines for crop-contact components.
🇦🇺 Australia
Australian quarantine authorities (DAFF) require equipment and parts to be clean and free from soil contamination at import. All drums are cleaned, inspected, and sealed in packaging material that meets Australian biosecurity import conditions. The product is registered with multiple Australian agricultural equipment importers as a cleared spare parts category.
♻️ Production Sustainability
The production facility operates under ISO 14001:2015 environmental management certification. Electrophoretic primer tank chemistry uses closed-loop replenishment that reduces chemical discharge by 85% versus open-bath systems. Steel offcuts from drum cutting are 100% recycled through certified scrap channels. Water used in surface treatment is treated on-site before discharge per GB 8978 effluent standards.
Customer Success Stories
The following case studies are drawn from documented customer feedback and repeat purchase records. They illustrate the range of operational contexts in which the EVER-POWER 2193 mm header auger drum has been deployed and the measurable results operators have observed compared to their previous supply source.
Fleet Replacement Programme Across 14 Combine Harvesters
A large-scale grain operation in Mato Grosso managing a fleet of 14 combine harvesters experienced recurrent header auger drum failures during the soybean harvest season. Their previous supplier's drums were exhibiting spiral detachment at the weld zone after fewer than 800 operating hours — well short of the expected 1,500-hour interval. The farm manager contacted EVER-POWER after finding the drum specification through the rotary tiller parts range. A batch of 28 replacement drums was supplied with full mill certificates and dynamic balance reports. The new drums completed the full harvest season without a single spiral weld failure.
Custom Spline Specification for Regional Combine Platform
A contract harvesting cooperative in Punjab operating a fleet of locally manufactured 2.0 m header combines required header auger drums with an 8-spline 35 mm shaft configuration that was not stocked by their local agricultural dealer network. Generic aftermarket drums with a keyway shaft were causing fretting wear on the header gearbox output shaft, eventually leading to gearbox bearing seizure. EVER-POWER's engineering team confirmed the custom spline specification within 48 hours and supplied a test batch of 10 drums with the correct interface. Post-installation inspection after 500 hours of paddy and wheat harvesting confirmed zero shaft wear at the drive interface.
OEM Substitute in Seed Cleaning Facility
A certified seed conditioning plant in Lower Saxony sought a cost-reduction on the lateral intake auger drums used in their grain cleaner line. The OEM-specified drum was priced at €142 per unit, with a 12-week lead time from the original equipment supplier. EVER-POWER supplied a dimensional cross-reference from the customer's technical drawing and confirmed a direct fit. First-article inspection by the plant's in-house quality team verified all critical dimensions within tolerance. The EVER-POWER drum price was €58 per unit on a standing annual order for 24 units, with 6-week delivery. The plant manager noted the surface finish quality as comparable to the OEM part.
Brand Comparison — Why EVER-POWER Stands Apart
Procurement managers evaluating header auger drum supply options typically compare across four factors: documented material quality, dimensional accuracy, surface treatment durability, and supplier responsiveness. The comparison below positions EVER-POWER against the three supply tiers commonly encountered in the global aftermarket for rotary tiller header parts and combine harvester header components.
The comparison makes the EVER-POWER value position clear: the drum delivers OEM-equivalent material quality and process rigour at a price sitting 35–45% below genuine OEM and premium European alternatives, while offering documented advantages over standard aftermarket suppliers in surface treatment durability, shaft precision, and dynamic balance verification. For high-utilisation fleet operators, the combination of G6.3 balance and cathodic coating directly extends the service interval of adjacent header components — making the per-drum cost argument even stronger when total cost of ownership across the drivetrain is calculated.
Frequently Asked Questions
The following questions are drawn from the most common enquiries received by the EVER-POWER technical sales team regarding the 2193 mm header auger drum. If your question is not covered here, contact [email protected] directly.
Ready to Source the 2193mm Header Auger Drum?
EVER-POWER supplies certified agricultural header components to dealers, fleet operators, and OEM manufacturers in over 60 countries. Get a formal quotation, technical datasheet, or fitment confirmation within 24 hours.






We promise will offer the best price by the high quality in china! We also accept special order about the products. If you are interested in our products. Please do not hesitate to let us know.We are pleased to give you the detailed information.We promise that our products would be safety and were in high quality and reasonable price. If you are interested in our products, please contact us asap.We are sincerely looking for your cooperation.
Most of our products are exported to Europe or Americas, both standard and nonstandard products available. We can produce as per your drawing or sample. Material can be standard or as per your special request. If you choose us, you choose reliable.
Industries We Service
