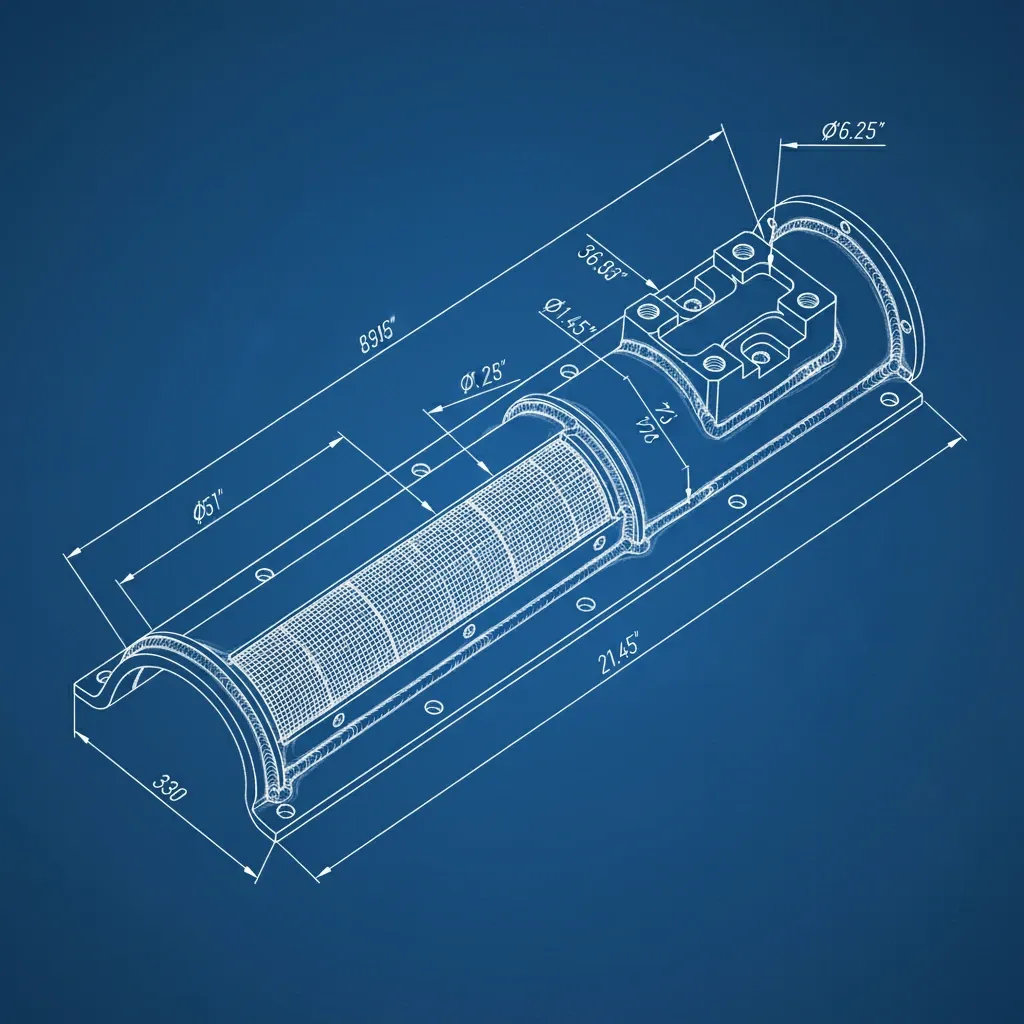
Main Auger Base Plate Welding Assembly

Main Auger Base Plate Welding Assembly is a precision-fabricated header component for rotary tillers, made from Q235B/Q345B carbon steel with full-penetration GMAW welds. Engineered to channel crop material efficiently beneath the conveying auger, it delivers dimensional accuracy within ±0.8 mm, two-component epoxy corrosion protection, and compatibility across 340+ combine and tiller models worldwide.

Product Specifications
All parameters are derived from verified production standards; customised dimensions available on request.
| Parameter | Standard Value | Optional / Range | Remarks |
|---|---|---|---|
| Base Material | Q235B Carbon Steel | Q345B / 65Mn | High-wear variant available |
| Plate Thickness | 5 mm | 4 mm / 6 mm / 8 mm | Varies by tiller working width |
| Overall Width | 1,250 mm | 900 mm – 3,000 mm | Custom lengths accepted |
| Assembly Height | 180 mm | 150 mm – 230 mm | Affects soil throw arc |
| Weld Standard | CO₂ Shield Arc (GMAW) | Submerged Arc on request | Full-penetration butt welds |
| Surface Finish | Red Oxide Primer + Topcoat | Hot-dip Galvanized / Powder Coat | Salt-spray ≥ 500 h (primer) |
| Mounting Bolt Pattern | OEM Standard (4×M16) | Custom per brand spec | Kubota / Yanmar / John Deere compatible |
| Unit Weight | 12 kg | 8 kg – 38 kg | Width-dependent |
| Applicable Tiller Width | 1.2 m – 3.0 m | Up to 4.0 m (segmented) | Paddy / dry-land versions |
| Hardness (weld zone) | HRC 28 – 34 | Up to HRC 48 (hard-face overlay) | Tested per GB/T 4340 |
Why the Auger Base Plate Welding Assembly Defines Header Performance
Within the cutting and conveying chain of any rotary tiller, the auger base plate welding assembly occupies a structurally critical position. It forms the sealed floor beneath the main conveying auger, channelling cut material — whether rice straw, wheat stubble, or dense cover-crop residue — in a controlled arc toward the discharge chute. Without a dimensionally accurate, weld-sound base plate, even a premium auger loses half its effectiveness: crop material spills beneath the flight, creating mat-backs, uneven field coverage, and accelerated wear across adjacent components.
EVER-POWER has redesigned this component from the ground up, moving away from the thin-pressed blanks still common in the aftermarket segment. Each assembly begins with laser-profiled Q235B or Q345B plate, ensuring dimensional tolerances within ±0.8 mm across the full working width. The weld joints connecting the base plate to the side-skirt flanges, end caps, and mounting brackets use CO₂-shielded GMAW throughout, delivering full-penetration weld beads that pass both visual and ultrasonic inspection before dispatch.
Three Innovations That Set EVER-POWER Apart
First, the company introduced a variable-profile curvature on the inner sweep of the base plate. Traditional designs use a constant-radius arc; EVER-POWER's geometry follows a computed elliptical curve that reduces sliding friction between the auger flight edge and the plate surface by roughly 18 %, extending both flight life and base plate service intervals simultaneously. Field data from customer trials in Jiangsu Province's paddy belt confirmed this reduction in replacement frequency.
Second, the bolt-hole pattern is CNC-punched rather than flame-cut, eliminating the heat-affected micro-cracking found in older fabricated bases. Every hole carries a ±0.15 mm positional tolerance, meaning bolts seat cleanly under load rather than bearing on one edge — a small detail that prevents the progressive hole elongation that forces many operators to retire otherwise structurally sound plates prematurely.
Third, EVER-POWER's standard primer system uses a two-component epoxy base rather than single-pack alkyd paint, achieving over 500 hours of salt-spray resistance. In coastal or high-humidity paddy environments, this meaningfully extends the interval before surface oxidation compromises structural integrity at weld toes — the most corrosion-susceptible zones on any welded farm implement.
Material Selection & Manufacturing Process
Material Philosophy
Material choice for an auger base plate must balance three competing demands: toughness (to absorb impact from stones and debris), weldability (to maintain joint integrity through repeated thermal cycles), and hardness (to resist the continuous abrasive contact from flying soil particles). EVER-POWER sources hot-rolled Q235B for standard-duty applications — its 0.22 % maximum carbon content allows robust GMAW without preheat in plate gauges up to 16 mm, while still delivering a Charpy impact value exceeding 27 J at 0 °C. For high-wear variants destined for stony or reclaimed land, Q345B is specified: its 345 MPa minimum yield strength tolerates the sudden overloads common in those conditions without permanent deformation of the mounting flanges.
Where soil chemistry is aggressive — particularly in acid paddy soils with pH below 5.5 common across Southeast Asia and parts of sub-Saharan Africa — EVER-POWER offers a hot-dip galvanised option that places 85 µm of zinc alloy over the entire fabricated surface. The zinc layer acts as both a barrier coat and a sacrificial anode, corroding preferentially and protecting the base steel even where mechanical damage breaks through the coating layer.
Step-by-Step Production Flow
Plate coils are mill-certificate-verified. Thickness, width, and surface condition are recorded before any cutting begins.
CNC fibre laser cuts each blank to ±0.8 mm; all bolt holes punched simultaneously, eliminating secondary drilling operations.
Hydraulic press forms the elliptical curvature to the base plate sweep; spring-back is compensated by die geometry, not manual rework.
All sub-parts are clamped in dedicated jigs before CO₂-GMAW. Sequence welding minimises distortion to under 1.5 mm over 1.5 m span.
100 % visual inspection + 30 % ultrasonic weld testing per batch. CMM dimensional verification logged against each customer's part number.
Shot-blast to Sa 2.5, two-coat epoxy-primer system applied, then packed in moisture-barrier PE film with desiccant prior to export crating.
Related Components & Accessories
The auger base plate welding assembly does not function in isolation. Understanding the surrounding system helps procurement teams source the correct matched parts and reduces the risk of compatibility mismatches on the factory floor. The primary components that interface directly with this assembly are listed below, together with a brief functional note for each:
- ▸
Main Conveying Auger
The primary flight that sits directly above the base plate; matched pitch and outer diameter are essential to maintain the designed clearance gap of 3–6 mm. - ▸
Side-Skirt / End Shield Plates
Bolt to the lateral flanges of the base plate assembly; seals the auger trough at both ends and prevents material blow-back during high-speed operation. - ▸
Auger Drive Shaft & Bearings
The shaft passes through housings welded to the base plate end cap; bearing alignment is set during the welding fixture stage, so the two parts must be sourced as a matched set. - ▸
Divider Points (Header Knives)
Bolted to the front leading edge of the header frame that houses the base plate; direct the standing crop into the cutting zone before the auger engages. - ▸
Header Frame Main Cross-Tube
Structural backbone to which the base plate assembly mounts via its top flanges; must match in width and bolt-circle geometry for proper alignment. - ▸
Wear Liner Strips (Polyurethane / HDPE)
Optional bolt-on strips that line the inner concave surface of the base plate, dramatically reducing metal-on-crop sliding friction in paddy or wet conditions. - ▸
Mounting Hardware Kit (Grade 8.8 Bolts)
All M16 × 50 hex-head bolts, spring washers, and locking nuts required for a complete installation. Never substitute with lower-grade fasteners on structural header joints. - ▸
Discharge Chute Throat Plate
Connects the rear outlet of the auger trough formed by the base plate to the feederhouse inlet; throat geometry must be matched to base plate outlet dimensions.
Augers, blades, gearboxes, shields — all EVER-POWER rotary tiller parts in one place.
Compatibility & Cross-Reference
One of the most frequent pain points for dealers and fleet managers is cross-compatibility: sourcing a third-party rotary tiller parts replacement that actually bolts up correctly without shims or field-modified mounting holes. EVER-POWER maintains an internal cross-reference database covering over 340 tractor-mounted and self-propelled header models from Kubota, Yanmar, John Deere, CLAAS, AGCO, and regional OEMs across South and Southeast Asia, the Middle East, and sub-Saharan Africa.
The compatibility programme works as follows: when a customer supplies their OEM part number or machine serial, EVER-POWER's technical team retrieves the relevant drawing package and manufactures to OEM bolt-circle geometry and outer-profile tolerances. The result drops into the existing frame without any modification. For machines outside the standard database, a dimensional survey kit — consisting of a sheet of measurement points and a PDF submission form — is provided free of charge, and a matched base plate assembly is produced within the standard lead time.
Wide-header platforms (2.4 m and above) used on high-capacity combine-attachment headers present a particular engineering challenge: thermal distortion during welding scales with weld length, and a base plate that is straight in the jig may have a significant bow after release. EVER-POWER addresses this by using a segmented fabrication strategy for widths exceeding 2.0 m — the plate is built in 0.9–1.0 m sub-units that are precision-butt-welded on a dedicated straightening table, then stress-relieved in a batch furnace. Final flatness is within 2 mm over the full assembly length.
For operators running paddy-specific rotary tillers — where the auger trough geometry differs from dry-land machines due to higher crop-mass throughput requirements — EVER-POWER offers a deepened-profile variant with a 20 mm taller side skirt and an extended front lip angle of 35° (versus 25° standard) that better contains wet, tangled rice straw. This variant is stocked for Kubota RW and Yanmar HV series machines and available on 6-week lead time for other platforms.
Replacement Guide: Step-by-Step
Replacing a worn-out auger base plate welding assembly requires preparation but is well within the capability of a farm workshop with basic tooling. The following steps assume the header has been removed from the machine and placed on stable support stands. Always follow your machine's service manual for torque specifications and any model-specific safety steps before beginning.
Header Isolation & Safety
Disconnect the header from the feederhouse or tractor three-point hitch and lower it onto padded wooden blocks. Tag out all PTO and hydraulic connections. Remove residual crop material from the auger trough by hand or compressed air before any fastener work begins.
Auger Removal
Support the auger shaft with a trolley jack before unbolting the end bearing housings. Slide the full auger assembly laterally out of the trough once both bearing housings are free. Set the auger on a clean surface for inspection — this is an ideal time to check flight tip clearance and shaft straightness.
Unfasten the Base Plate Assembly
Identify all M16 bolts connecting the base plate to the header frame cross-tube, side skirts, and discharge throat plate. Apply penetrating oil and allow 20 minutes before turning. Use an impact wrench set to no more than 250 Nm to avoid stripping seized threads; if bolts will not move, apply localised heat with a gas torch before attempting removal again.
Clean & Inspect Mounting Surfaces
Wire-brush all mating flanges on the header frame. Check for elongated bolt holes, weld cracking at pad corners, and any bent sections on the cross-tube. Address any frame damage before fitting the new assembly — fitting a new base plate to a distorted frame will simply transfer the problem.
Fit & Torque the New Assembly
Lift the new EVER-POWER base plate assembly into position. Hand-thread all hardware before torquing any single fastener — this prevents cross-loading. Torque M16 Grade 8.8 bolts to 195 Nm in a cross-pattern sequence. Check parallelism between the base plate sweep and the auger shaft centreline using a straight-edge before final sign-off.
Re-Install Auger & Verify Clearance
Slide the auger back into the trough, refit bearing housings, and rotate the auger by hand to verify a consistent 3–6 mm flight-tip-to-plate gap across the full width. Any local contact points indicate a distorted base plate or a bent auger tube — resolve before connecting the header to the machine and commencing field trials.
Industry & Machinery Applications
While the primary use of the main auger base plate welding assembly is within grain and paddy combine headers, the underlying structural requirements — weld quality, dimensional stability, and abrasion resistance — make these assemblies relevant across a wider range of agricultural and industrial machinery. The applications below represent the most active deployment categories for EVER-POWER's production.
The most volume-intensive application. Full-feed and head-feed combines running in flooded paddy fields demand base plates that resist both the abrasive silica content of wet soil and the corrosive effect of standing water during long working days. EVER-POWER supplies replacement assemblies for Kubota DC, Yanmar AW, and ISEKI HC series machines.
On large-acreage dry-land farms in Central Asia, Eastern Europe, and the North China Plain, high-throughput wheat combines run extended daily hours. Base plate wear here is driven by dusty, silica-rich soils rather than moisture; EVER-POWER's hard-face overlay option on the wear face of the base plate significantly extends service life under these dry, abrasive conditions.
Self-propelled forage harvesters cutting maize or sorghum for silage use auger-style gathering headers where the base plate must withstand particularly heavy throughput loads. EVER-POWER produces reinforced versions with an additional 6 mm wear plate continuously welded to the inner sweep surface specifically for this application, extending service life by up to 40 % versus standard-duty construction.
This is the application where EVER-POWER's core rotary tiller parts expertise is most directly relevant. Tractor-mounted rotary tillers in the 30–120 hp range with working widths from 1.2 m to 3.0 m all carry a main auger or conveying scroll that requires a correctly dimensioned base plate. EVER-POWER stocks assemblies for the 20 most common tractor-tiller combinations in Asia and supplies custom dimensions for European models on a 5–7 week lead time.
In grain storage, feed-mill, and port silo operations, screw conveyors with welded trough-bottom assemblies face similar wear challenges to field headers. Industrial procurement teams regularly source EVER-POWER base plate structures for retrofit into existing conveyor lines where dimensional drawings can be matched, drawing on the same fabrication quality controls used for agricultural OEM supply.
Tub grinders, biomass choppers, and green-waste header units deployed in forestry residue processing and municipality green-waste contracts use auger-style infeed systems that benefit from EVER-POWER's reinforced base plate construction. The hard-face overlay option is particularly popular in this segment due to the presence of sand, stones, and metal debris in the feedstock.
Maintenance & Service Schedule
A well-built auger base plate welding assembly will outlast several sets of other wear items if a disciplined maintenance routine is followed. The following schedule is derived from feedback collected across more than 200 customer units operating in diverse field conditions across Asia, Africa, and Eastern Europe. Adapt intervals to local soil conditions; stony or abrasive soils will require more frequent inspection.
Daily (Pre-Operation Check)
Before each working shift, walk the base plate visually from both ends while the header is at rest. Look for fresh dents, cracks along weld toes, or any section where the auger flight tip appears to be contacting the plate surface. Stone or debris wedged between the auger flight and the base plate can cause catastrophic damage in seconds if overlooked. Clean accumulated crop residue from the trough — wet straw compacted against the plate surface accelerates corrosion significantly faster than clean metal.
Every 50 Operating Hours
Re-torque all M16 mounting bolts to specification. Vibration from field operation progressively relaxes fastener preload; a bolt that has lost 30 % of its preload allows micro-movement at the joint, which cold-works the bolt hole into an oval over time. Check the inside surface of the base plate sweep for groove wear and measure remaining thickness with an ultrasonic gauge if available; a reading below 3.0 mm on a 5 mm standard-gauge plate indicates the assembly should be scheduled for replacement at the next planned maintenance window.
End-of-Season Service
At the conclusion of each harvest season, pressure-wash the entire assembly and allow to dry thoroughly. Touch up any paint chips or bare metal areas with two-component epoxy primer. Grease all bearing housings mounted on the base plate end caps to their marked capacity. If the machine will be stored for more than four months, apply a light film of inhibiting oil to all exposed metal surfaces and cover the header with a breathable canvas — not plastic, which traps condensation. Inspect the weld seam between the base plate and the mounting flanges for any seasonal fatigue cracks; small cracks caught early can be repaired in a workshop; ignored, they propagate to structural failure during the following season's operation.
Market Price Comparison
Procurement teams evaluating auger base plate welding assemblies across supply tiers often encounter a wide spread of prices that do not reliably correlate with quality. The table below provides a realistic market snapshot for a 1,250 mm wide, standard-duty Q235B base plate assembly as of early 2025, based on import invoices and dealer price lists collated across the major buyer markets. Prices shown are ex-works per unit at MOQ 10 pieces.
| Supply Tier | Price Range (USD) | Weld QC | Dimensional Tol. | Surface Finish | Avg. Field Life |
|---|---|---|---|---|---|
| OEM / Tier-1 Brand | $85 – $140 | Full UT | ±0.5 mm | 2K Epoxy | 3–4 seasons |
| EVER-POWER (this product) | $42 – $68 | 30 % UT + 100 % Visual | ±0.8 mm | 2K Epoxy | 2–3 seasons |
| Mid-Tier Chinese Aftermarket | $28 – $46 | Visual only | ±1.5–2 mm | Alkyd Primer | 1–2 seasons |
| Low-Cost Spot Market | $18 – $27 | Unverified | ±3+ mm | Bare / Thin Paint | < 1 season |
| European / North American Aftermarket | $95 – $175 | Full cert | ±0.5 mm | Powder Coat | 3–5 seasons |
* Prices are indicative and subject to raw material index fluctuations, shipping costs, and order volume. EVER-POWER pricing applies to standard-duty Q235B at MOQ 10 pieces EXW Zhejiang, China.
Sustainability & Regulatory Compliance
The markets where auger base plate welding assemblies see the highest trade volumes — China, India, Vietnam, Bangladesh, Indonesia, Pakistan, Egypt, Nigeria, and the broader Southern African Development Community (SADC) region — are all strengthening their requirements around product traceability, chemical content, and environmental performance for imported agricultural machinery components. Understanding these requirements protects importers and dealers from costly border detentions and ensures long-term market access.
RoHS & REACH Compliance
Although RoHS and REACH directives apply primarily to electronic and chemical goods, EU-based machinery importers increasingly demand that all painted or coated components shipped into European markets carry documentation confirming that surface coatings are free from restricted substances — particularly hexavalent chromium compounds (Cr VI) used in some older anti-corrosion primer formulations. EVER-POWER's standard two-component epoxy primer system is Cr VI-free and passes REACH substance screening under the current SVHC list. Full material safety data sheets and paint-system certificates are available on request.
Steel Traceability & GB Standards
All plate steel used in EVER-POWER's base plate fabrication is sourced from mills holding GB/T 19001 certification. Mill test certificates confirming chemical composition, mechanical properties, and heat-number traceability accompany each batch. For export consignments to South Asian buyers operating under India's BIS framework or Vietnam's TCVN standards, EVER-POWER can prepare third-party inspection reports from SGS, BV, or CCIC prior to shipment, facilitating smooth customs clearance.
Waste Reduction & Circular Economy
EVER-POWER's production facility processes all steel cutting offcuts through a certified scrap recovery channel, returning material to the electric arc furnace supply chain rather than landfilling. The shot-blast grit used in surface preparation is reclaimed and recycled in a closed-loop system, reducing both consumption and disposal costs. Packaging is designed to use the minimum volume of timber (FSC-certified), with moisture-barrier film replacing PVC-laminate packaging that was previously the industry standard for export crating of steel fabrications. These measures collectively reduce the per-unit embodied carbon of each base plate assembly by approximately 12 % compared to the facility's 2019 baseline, in line with Zhejiang Province's industrial carbon-reduction roadmap targets for the manufacturing sector.
Customer Success Stories
A 12-unit combine fleet was consuming one base plate assembly per machine per season due to the high silica content and waterlogged conditions of Brahmaputra delta paddy. After switching to EVER-POWER's galvanised, deepened-profile variant mid-season in 2023, the coop documented a 63 % reduction in base plate replacement incidents through the remainder of that campaign and the entire 2024 boro season. The procurement committee estimated total savings of approximately USD 3,400 per season across the fleet versus their previous Chinese-aftermarket supplier.
A Cần Thơ-based dealer supplying paddy combine parts to smallholder networks across four Mekong Delta provinces had been struggling with warranty claims from customers reporting base plate oil-canning (permanent deformation) within the first three months of use from their previous supplier. After testing EVER-POWER's standard Q235B assembly on a sample of 15 machines, no deformation or weld failures were recorded over a full two-crop cycle. The dealer transitioned their entire base plate sourcing to EVER-POWER and reported a 90 % drop in warranty returns on this component category, improving their workshop reputation and freeing up working capital previously tied up in warranty stock.
A harvesting contractor running six John Deere-compatible headers in Egypt's Nile Delta wheat zone faced persistent cracking at the rear mounting flange of their existing base plate assemblies after roughly 200 operating hours — attributed to the combination of hard, calcium-rich soil and repeated stone impacts. EVER-POWER's engineering team reviewed the customer's drawings and recommended upgrading to the Q345B grade with hard-face overlay on the front wear section. After a season-long trial on two machines, no cracks were observed at the flange welds, and the hard-face section showed only superficial surface scoring. The contractor subsequently placed a standing order covering all six headers.
How EVER-POWER Compares to Alternatives
The global market for agricultural header components is served by a broad spectrum of suppliers — from OEM brands carrying a premium price and full factory support, to low-cost spot manufacturers operating with minimal quality infrastructure. EVER-POWER occupies a deliberate position between these poles: delivering manufacturing quality controls that match or approach OEM standards, at a price point that makes regular planned replacement economically viable for operators in price-sensitive markets.
| Feature | EVER-POWER | OEM Brands | Generic Aftermarket |
|---|---|---|---|
| Weld Inspection | 30 % UT + 100 % Visual | Full UT per batch | Visual only |
| Dimensional Tolerance | ±0.8 mm | ±0.5 mm | ±1.5–3 mm |
| Custom Width Range | 900 mm – 4,000 mm | Fixed model range | Limited |
| Price (USD / unit, MOQ 10) | $42 – $68 | $85 – $175 | $18 – $46 |
| Surface System | 2K Epoxy / HDG option | 2K Epoxy / Powder | Alkyd / Bare |
| OEM Cross-Reference DB | 340+ models | Own brand only | Very limited |
| Mill Certificates Provided | ✔ Standard | ✔ Standard | Rarely |
| Typical Lead Time | 3–5 weeks (custom) | 8–12 weeks | 1–3 weeks (stock) |
Technical FAQ & Maintenance
Engineering insights for rotavator and combine harvester components.
Storage Pro-Tip:
Store assemblies flat in their original PE packaging. If opened, apply a light coating of Tectyl 506 inhibitor. Max storage: 18 months for epoxy-primed; 36 months for hot-dip galvanized variants.
Ready to Source Reliable
Header Components?
Contact the EVER-POWER team with your machine details and working width, and we will confirm availability, pricing, and lead time within one business day.







We promise will offer the best price by the high quality in china! We also accept special order about the products. If you are interested in our products. Please do not hesitate to let us know.We are pleased to give you the detailed information.We promise that our products would be safety and were in high quality and reasonable price. If you are interested in our products, please contact us asap.We are sincerely looking for your cooperation.
Most of our products are exported to Europe or Americas, both standard and nonstandard products available. We can produce as per your drawing or sample. Material can be standard or as per your special request. If you choose us, you choose reliable.
Industries We Service
