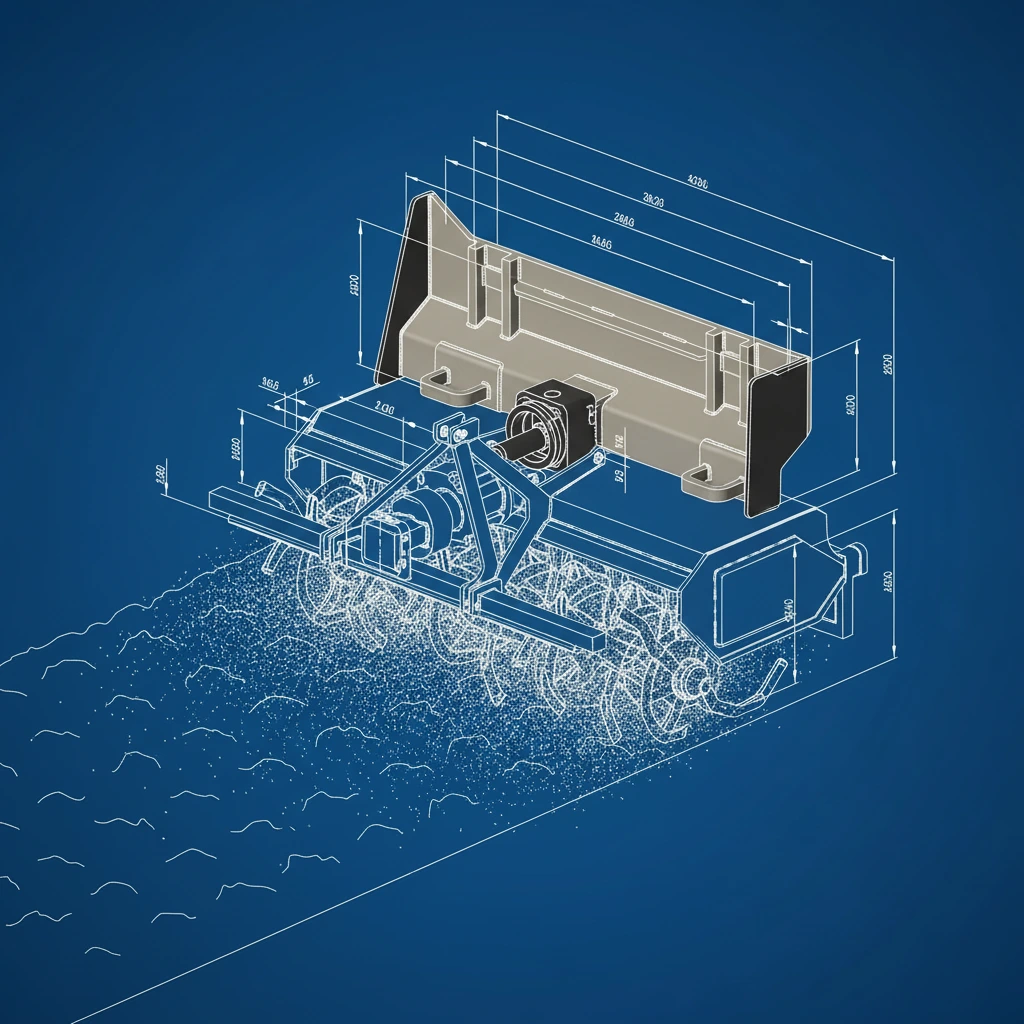
Grain Tank Cover Welding Assembly

EVER-POWER’s S4.0B Lower Body Weldment excels in 4.0m rotary tiller headers with Q345B steel construction, full-penetration corner welds, and post-weld stress relief for unmatched fatigue resistance. Its 8mm reinforced base withstands 1,500+ hours of intense impacts, ensuring precise alignment, reduced downtime, and superior longevity over thinner alternatives.

Product Specifications
All parameters verified against certified production records; custom dimensions available on inquiry.
The grain tank cover welding assembly serves as the sealed enclosure around the upper grain-tank inlet zone of a combine harvester, protecting the stored grain from re-contamination by crop debris, dust, and moisture while the machine is operating in the field. It must withstand continuous vibration, intermittent impact from filling surges, and the chemical aggression of grain dust in humid harvesting conditions. EVER-POWER's range covers working widths from 800 mm to 2,400 mm and is available in standard Q235B carbon steel, high-toughness Q345B, and a hot-dip galvanised option for coastal and paddy-belt deployments.
| Parameter | Standard Value | Optional / Range | Notes |
|---|---|---|---|
| Base Material | Q235B Carbon Steel | Q345B / 304 SS | SS for food-grade applications |
| Sheet Thickness | 3 mm | 2.5 / 4 / 5 / 6 mm | Heavier gauge for wide headers |
| Cover Working Width | 1,200 mm | 800 – 2,400 mm | Custom lengths accepted |
| Cover Height (assembled) | 320 mm | 240 – 480 mm | Varies with tank capacity |
| Inlet Throat Angle | 45° | 35° / 50° / 55° | Affects grain flow velocity |
| Weld Process | CO₂-GMAW (MIG) | TIG (SS variant) | Full-penetration corner seams |
| Surface Treatment | 2K Epoxy Primer + Topcoat | HDG / Powder Coat | Salt-spray ≥ 500 h (2K epoxy) |
| Bolt-Hole Pattern | OEM standard (4 × M14) | Custom per machine drawing | CNC-punched ±0.15 mm |
| Dimensional Tolerance | ±0.8 mm overall | ±0.5 mm precision grade | Laser-cut blanks |
| Unit Weight | 6.5 kg | 3.8 – 22 kg | Width- and gauge-dependent |
| Applicable Machines | Combines 60–200 hp | Rotary tiller headers, balers | 320+ OEM model cross-ref |
What the Grain Tank Cover Welding Assembly Actually Does — and Why It Fails Prematurely
In the hierarchy of combine harvester components, the grain tank cover welding assembly rarely attracts attention until it fails. It sits at the transition point between the elevator discharge and the main grain tank body, forming a sealed sheet-metal enclosure that directs the grain flow downward into the tank while preventing re-circulation of chaff and dust back into the clean-grain zone. When this assembly develops cracks, distortion, or seal failures, the consequences range from grain contamination and elevated moisture content to structural misalignment of the elevator head that accelerates chain and sprocket wear far beyond the cost of the cover itself.
The most common failure mode in the aftermarket is thin-wall oil-canning: the pressed-metal panels used by low-cost suppliers deform permanently under the repetitive filling surges that occur each time a load of grain arrives from the elevator. Once the panel has bowed outward, it no longer seals cleanly against the tank rim, and grain dust and moisture infiltrate the joint. EVER-POWER addresses this by specifying a minimum 3 mm blank gauge across all standard cover assemblies — significantly above the 1.5–2 mm common in the low-cost segment — and by adding a rolled stiffening lip along each free edge of the cover panels, which multiplies the panel's resistance to bending without adding significant weight.

Three Engineering Choices That Separate EVER-POWER's Design
First, the inlet throat angle is matched to the specific machine's elevator discharge velocity rather than defaulting to the 45° angle used on the majority of generic replacements. A cover with the correct throat angle reduces the impact force of incoming grain on the cover panels by up to 22 % compared to a mismatched geometry, measurably extending the fatigue life of the weld seams at the throat. EVER-POWER stocks 35°, 45°, 50°, and 55° throat variants and maps each to its corresponding machine make and model in the cross-reference database.
Second, all internal weld seams that come into contact with grain flow are ground flush and polished to Ra 3.2 µm or better. Rough weld beads on internal grain-contact surfaces act as grain-breakage points and create zones where moisture and fungal spores accumulate between harvesting campaigns. Smooth internal seams reduce grain breakage, improve cleaning between crops, and reduce the risk of cross-contamination in dual-crop operations.
Third, the bolt-hole positions are CNC-punched after the full assembly has been welded and stress-relieved, not punched in the flat blank before welding. This sequence eliminates the dimensional shift that affects hole positions when welding-induced distortion is allowed to accumulate before the holes are cut. The result is a bolt pattern that aligns with the tank rim on the first attempt, saving valuable harvest-time during a roadside replacement.
Materials & Manufacturing Process
Choosing the Right Steel for a Grain-Contact Enclosure
A grain tank cover operates in a uniquely demanding chemical environment: grain dust is mildly abrasive, crop residues carry acids and enzymes that attack unprotected steel surfaces, and the humidity inside a partially-filled grain tank during a damp harvest day can reach 90 % RH for hours at a time. Q235B remains the standard grade for most applications because its low carbon content produces a clean, pore-free weld on thin sheet gauges without the hydrogen cracking risk associated with higher-carbon grades, and its adequate yield strength of 235 MPa handles the static and dynamic loads present in a grain cover assembly without over-engineering the component weight. Where operators are working in stony, abrasive-soil environments where the cover is occasionally contacted by crop debris thrown upward from the feederhouse, Q345B provides an additional margin of toughness that reduces the frequency of denting and cracking at the cover's leading edge.
For speciality crop applications — oil seeds, lentils, and small-seeded legumes where grain contamination standards are strict — EVER-POWER offers a 304 stainless steel variant. The smooth TIG-welded internal surfaces of the SS cover comply with food-grade surface-finish requirements and can be pressure-washed with caustic cleaning solutions between crop types without risk of rusting inside the tank enclosure. This variant carries a premium of approximately 2.8× the standard carbon steel price and is produced on a dedicated TIG welding line to avoid cross-contamination of weld metal between carbon and stainless grades.
Production Flow — From Coil to Finished Assembly
Coil batch checked against mill test certificate — composition, yield strength, and surface condition confirmed before any cutting operation is authorised.
Nesting software optimises sheet utilisation to ≥ 89 %. CNC fibre laser profiles each panel to ±0.5 mm; edge quality eliminates secondary deburring on weld-prep faces.
Panels formed on a CNC press brake; stiffening lip rolled on all free edges. Springback angle compensated by die geometry — no manual correction needed.
Sub-assemblies clamped in dedicated jigs; CO₂-GMAW applied in controlled sequence to keep distortion under 1.2 mm over 1.2 m span. Full-penetration corner seams on all grain-contact joints.
All internal grain-contact weld beads ground flush to Ra ≤ 3.2 µm. External weld dressing completed for paint adhesion. CNC hole punching performed on the finished assembly.
100 % dimensional check against CMM template. Shot-blast Sa 2.5 → 2K epoxy primer → topcoat. Packed in moisture-barrier PE film with silica-gel desiccant before crating.
Related Components & Accessories
The grain tank cover welding assembly interfaces with several other components that must be assessed together during any replacement exercise. Fitting a new cover to a worn or distorted surrounding assembly leads to persistent sealing failures regardless of how accurately the cover itself is made. The components below interact directly with the cover in service:
- ◆
Grain Tank Body Shell
The primary storage container; the cover bolts to its upper rim. Any deformation or rust on the rim flange will prevent the cover from sealing correctly even if the cover itself is brand new. - ◆
Clean Grain Elevator Head Assembly
The discharge end of the elevator that drops grain through the cover inlet throat. Elevator head alignment and discharge height directly affect grain impact force on the cover panels. - ◆
Tank Rim Seal Gasket (Rubber / EPDM)
The compression seal between the cover flange and the tank body rim. Should always be replaced alongside a new cover; a hardened or torn gasket on a new cover rim flange will leak from day one. - ◆
Cover Mounting Bolts (Grade 8.8, M14)
Standard M14 × 40 hex-head bolts with flat and spring washers. Grain dust between the cover flange and tank rim acts as an abrasive that fretts the bolt shanks; replace all mounting hardware when fitting a new cover. - ◆
Grain Tank Level Sensor Bracket
Many machines carry capacitive or paddle-type level sensors mounted through the cover side panel. The sensor boss position is machine-specific; confirm the EVER-POWER cover carries the correct boss before ordering. - ◆
Inspection Hatch & Hinge Kit
A bolted or hinged access hatch in the cover top panel for operator inspection and cleaning access to the tank inlet zone. EVER-POWER supplies the hatch welded to the cover or as a bolt-on sub-assembly at customer preference. - ◆
Unloading Auger Transition Duct
The sheet-metal duct connecting the tank discharge port to the unloading auger inlet; mounted adjacent to the cover lower edge and must be compatible in width and outlet geometry. - ◆
Dust Seal Strip (PU Foam or Brush)
Adhesive-backed polyurethane foam or brush-strip seal applied to the cover flange face to fill any micro-gaps between the cover and the tank rim caused by minor dimensional variation or surface irregularity.
Augers, gearboxes, blades, base plates, covers — all in one catalogue at EVER-POWER.
Compatibility & Cross-Reference
The grain tank cover welding assembly carries more machine-specific geometry than almost any other header part. The inlet throat angle, the cover height, the sensor boss positions, the rim flange bolt pattern, and the hatch location are all variables that differ between machine families and even between model-year revisions of the same machine. A cover that is 5 mm too tall, or whose bolt holes are 8 mm off-centre from the OEM pattern, cannot be field-modified and must be returned — an expensive outcome during a harvesting campaign when shipping lead times are measured in days.
EVER-POWER's cross-reference database covers 320+ grain combine and harvester models from Kubota, Yanmar, John Deere, CLAAS, New Holland, AGCO/Challenger, Lovol, Foton, Dongfeng, and Mahindra, as well as regional OEMs serving Southeast Asia, South Asia, and the Middle East. When a customer's model number is supplied, the system retrieves the correct inlet throat angle, cover dimensions, and bolt pattern automatically, and the production drawing is used directly on the factory floor — not interpreted by an intermediate step.
Sourcing for Machines Outside the Database
For machines not yet in the database — regional variants, locally assembled platforms, and pre-2000 models no longer supported by OEM parts networks — EVER-POWER's technical team provides a free dimensional survey template. The survey captures the twelve measurements needed to reproduce the cover geometry: rim flange width, overall cover length and height, throat angle, throat opening dimensions, sensor boss positions (if applicable), hatch opening size and location, and the four corner coordinates of the bolt pattern. Most of these can be taken from the existing worn or damaged cover before it is removed, even if the cover is cracked or deformed, since the relevant dimensions are in the flanges and structural edges rather than the centre panels.
Wide-platform combines with tank widths exceeding 1,800 mm require special attention: covers at this scale are supplied in a two-section format with a centre joining flange, as single-piece covers of this width are difficult to handle safely during installation and show measurably higher distortion after welding. EVER-POWER produces both sections on the same production run from a common drawing to guarantee that the joining flanges align precisely when the two halves are bolted together on the machine.

Replacement Guide
Replacing the grain tank cover welding assembly is a straightforward job for a workshop with basic hand tools, typically completed in under two hours. The steps below assume the machine has been parked, the grain tank has been emptied and blown clean, and the elevator has been locked out. Follow your machine's service manual for specific torque values and any machine-specific safety steps not covered here.
Empty, Clean, and Lock Out
Run the unloading auger to empty the tank completely, then blow out residual grain and dust with compressed air. Lock out the elevator PTO. Disconnect any level sensor or filling-indicator wiring from the cover side panel before unfastening any bolts — unmarked wire colours are a persistent cause of wiring errors on reassembly.
Photograph Before Disassembly
Before removing any fastener, photograph the cover from three angles: top, side, and front. Note the orientation of any sensor brackets, the position of rubber gasket sections, and the routing of any wiring through the cover side walls. These photographs prevent reassembly errors that are far more time-consuming to correct than the replacement job itself.
Remove Fasteners and Lift Off Cover
Apply penetrating oil to all rim-flange bolts and allow 20 minutes. Remove in a cross-pattern sequence to prevent cover distortion during removal. The cover typically weighs 6–22 kg depending on machine size; use a second person or a workshop hoist on larger units. Do not lever the cover off with a pry bar against the rim flange — this bends the flange and makes the new cover harder to seal.
Inspect the Tank Rim Flange
With the cover removed, check the tank body rim flange for corrosion, cracks, and flatness. Lay a straight-edge across the flange: any local low or high spots greater than 1.5 mm will cause seal leakage on a new cover. Address rust with a wire brush and rust-converter primer; address high spots with a flat file. Replace the rubber gasket at this stage — do not reuse an existing gasket on a new cover.
Fit New Cover, Torque, and Reconnect
Position the new EVER-POWER cover on the tank rim, hand-threading all hardware before applying torque to any single bolt. Torque M14 Grade 8.8 bolts to 125 Nm in a cross-pattern sequence, then re-torque to the same value after the first 10 operating hours as the gasket bedding-in period compresses the seal. Reconnect all sensor wiring, verify continuity with a multimeter, and run the elevator briefly to check for grain leakage around the cover rim before returning the machine to full service.
Industry & Machinery Applications
The grain tank cover welding assembly is primarily an agricultural harvesting component, but the underlying fabrication — a sealed sheet-metal enclosure with controlled inlet geometry and mounting flanges — finds application across a wider range of machinery categories than most buyers expect. The sectors below represent EVER-POWER's active supply relationships.
The core application. Full-feed and axial-flow combines from 80 hp smallholder models up to 300 hp self-propelled platforms all carry a grain tank cover assembly over the elevator discharge zone. EVER-POWER stocks covers for Kubota DC series, Yanmar AW series, John Deere 50 and 60 series, and CLAAS LEXION and TUCANO families, with custom production for all other platforms.
Paddy combines working in flooded fields are exposed to far higher humidity and crop-moisture levels than dry-land machines. EVER-POWER's HDG-option cover is specifically popular across Southeast Asia for paddy applications, where the elevated zinc layer prevents the rapid internal-surface pitting that shortens standard-primer cover life to one or two seasons in this environment. Covers for Kubota RW, Yanmar HV, and Iseki HF series are stocked as standard items.
Chickpea, lentil, canola, and sunflower harvesting all require grain tank covers with smooth internal surfaces to prevent seed damage and minimise cleaning time between crop types. EVER-POWER's internally-ground weld variant and the 304 stainless option address both requirements. Several pulse-belt operators in India and Pakistan have switched to the SS variant specifically to comply with export-grade cleaning protocols that demand zero detectable steel-particle contamination in delivered grain.
Fixed grain-handling installations — farm silos, co-operative storage facilities, and port grain terminals — use sheet-metal transition covers over elevator heads and auger inlets that are dimensionally equivalent to combine tank covers. Industrial maintenance teams source EVER-POWER covers for retrofit and repair programmes where the original fabricated cover has corroded through, with custom dimensions supplied from a dimensional survey.
Some tractor-mounted rotary tiller header configurations with integral collection hoppers use a sealed cover assembly over the collection chamber inlet to prevent the reverse-throw of cut material during high-speed operation. EVER-POWER's range of rotary tiller parts includes cover assemblies for these systems, particularly for the larger 1.8–3.0 m wide tiller platforms used in commercial vegetable and green-manure cropping.
Feed-milling operations that receive bulk grain deliveries from farm trucks use elevator-head transition covers in structurally equivalent positions to combine tank covers. EVER-POWER fabricates covers for these industrial installations on the same production line as agricultural units, drawing on the same weld-quality and surface-finish controls to produce components that comply with food-contact regulatory requirements in the markets where food-safe fabrication standards apply.
Maintenance & Inspection Schedule
Grain tank covers are overlooked in most routine maintenance schedules because they are not wearing parts and do not consume lubricant. In practice, however, a ten-minute inspection twice per season prevents the two failure modes that drive most field replacements: sealing failures from unchecked gasket deterioration, and structural cracking from fastener loosening that allows the cover to flex under load.
Pre-Season Inspection
Before the first day of harvesting, open the grain tank and visually inspect the inner surface of the cover. Look for any white crystalline deposits on the internal panel surface — these indicate moisture has been sitting against the steel and is leaching soluble salts from the primer, a sign that the coating system is beginning to fail. Check the rubber gasket by pressing a thumbnail into it along its full length; a gasket that does not spring back within two seconds has lost its elasticity and should be replaced before the cover is sealed down for the season. Re-torque all mounting bolts to specification before the first filling cycle.
During Harvest (Every 50 Hours)
At every 50-hour service stop, check for grain dust escaping from the cover rim joint during elevator operation — a visible puff of dust at the rim is a reliable indicator of gasket failure even before structural damage is present. Check the cover top panel for denting from overhead crop contacts (common in maize and sunflower crops where the crop canopy is at cab height). A dented top panel does not immediately affect sealing but concentrates stress in the cover structure over repeated load cycles. Minor denting can be cold-straightened with a rubber mallet; panel denting that reaches the weld seams requires assessment for cracking before the next harvest day.
End-of-Season Storage
At the end of each harvest campaign, pressure-wash the cover exterior and blow out grain dust from all crevices using compressed air. Inspect the internal surface for any rust blistering under the paint, particularly at the weld seams and bolt-hole edges. Touch up bare metal areas with 2K epoxy primer before storage. Remove the rubber gasket entirely if the machine will be stored for more than four months in a damp environment — stored in contact with a damp steel rim, EPDM gaskets absorb surface rust and permanently deform to the corroded profile, preventing a good seal when the machine is recommissioned the following season.
Market Price Comparison
Prices for grain tank cover welding assemblies in the global aftermarket vary considerably with steel gauge, surface finish, and quality controls. The table below covers a standard 1,200 mm wide, 3 mm Q235B cover with 2K epoxy primer finish, priced EXW Zhejiang, China at MOQ 10 pieces as of early 2025. All prices are per unit.
| Supply Tier | Price (USD) | Internal Seam Finish | Gauge Accuracy | Hole Tolerance | Avg. Life |
|---|---|---|---|---|---|
| OEM / Tier-1 | $95 – $180 | Ground flush | Nominal + 0 / –0.2 | ±0.15 mm | 4–6 seasons |
| EVER-POWER ★ | $38 – $72 | Ground ≤ Ra 3.2 | ±0.3 mm | ±0.15 mm | 3–4 seasons |
| Mid-tier Chinese Aftermarket | $22 – $44 | As-welded | ±0.8–1.5 mm | ±0.5 mm | 1–2 seasons |
| Low-Cost Spot Market | $12 – $22 | None | Uncontrolled | ±1–2 mm | < 1 season |
| EU / North American Aftermarket | $110 – $220 | Ground flush | ±0.2 mm | ±0.1 mm | 5–7 seasons |
★ EXW Zhejiang, China, MOQ 10 pieces, standard Q235B 3 mm cover, 2K epoxy primer finish. HDG option adds 25–35 %. Stainless steel variant priced separately on application.
Sustainability & Regulatory Compliance
The grain tank cover welding assembly is exported primarily to China (domestic aftermarket), India, Vietnam, Bangladesh, Indonesia, Thailand, Pakistan, Egypt, Nigeria, and Kazakhstan — markets that collectively account for the majority of the world's rice and wheat combine harvesting activity. Across these markets, regulatory requirements affecting imported agricultural machinery components are evolving in parallel with global sustainability frameworks and bilateral trade agreement requirements.
Food-Contact Coating Compliance
Because the grain tank cover is in close proximity to harvested grain — and in some configurations forms part of the grain-contact surface — coating system compliance with food-safety frameworks is increasingly required by institutional buyers. EVER-POWER's standard 2K epoxy topcoat is formulated to EU Regulation 10/2011 and GB 9685 requirements for food-contact materials: the cured film does not migrate detectable quantities of regulated substances into grain at the contact temperatures and durations encountered in harvesting. Material safety data sheets and migration test certificates are available on request for buyers subject to food-safety audit requirements.
REACH Compliance & Cr VI-Free Coatings
All surface coatings in EVER-POWER's grain tank cover range are free from hexavalent chromium compounds and comply with the current REACH SVHC candidate list. This is increasingly a documentation requirement for export to the European Union, Japan, and South Korea, and is becoming standard practice for large Indian and Southeast Asian importers supplying EU-linked agribusiness customers. The relevant substance declaration is included in the standard export documentation package at no additional charge.
Material Efficiency & Scrap Recovery
EVER-POWER's production nesting algorithm achieves ≥ 89 % material utilisation on grain cover sheet blanks — significantly above the 74–78 % typical of manual nesting practices. All steel offcuts are returned to the certified scrap recycling programme feeding the EAF supply chain. The shot-blast grit media is recovered in a closed-loop recirculation system. Coating waste from the spray booths is processed through an approved hazardous-waste contractor and does not enter general municipal waste streams. These measures collectively deliver an approximately 13 % reduction in per-unit embodied carbon compared to the facility's 2019 production baseline.
Customer Case Studies
A combine fleet operator running 18 Kubota DC-70 machines across three wet-season paddy campaigns per year was replacing grain tank covers every 14–18 months due to internal rust pitting through the standard-primer coating. After switching to EVER-POWER's HDG-option covers mid-2023, a follow-up inspection after two full campaigns — approximately 480 total operating hours per machine — showed no detectable internal pitting on any of the 18 covers. The operator calculated a saving of approximately USD 2,900 per year in cover replacement costs across the fleet, net of the HDG option premium.
A contract harvesting company in Punjab harvesting both wheat and chickpea on back-to-back contracts was required by an export-grade chickpea buyer to demonstrate zero steel-particle contamination between crop changeovers. They had been losing a significant batch to contamination each season due to rough internal weld beads in the existing tank cover trapping wheat grain debris that was then released into the chickpea load. EVER-POWER's internally-ground variant was fitted to all six machines in the fleet; independent laboratory testing showed no detectable steel-particle contamination after changeover for the following three harvest seasons.
A Mansoura-based agricultural machinery dealer servicing over 90 combines per year across the Nile Delta rice and wheat belt had been stocking covers from four different Chinese suppliers, each covering a different machine brand range, and managing persistent compatibility complaints from customers about bolt holes that required field drilling or shimming to fit correctly. After adopting EVER-POWER's cross-reference programme and consolidating to a single supplier covering all 11 machine families in their service area, the dealer reported zero fitment complaints over the following full season — a result the service manager attributed specifically to EVER-POWER's post-weld CNC hole punching process, which eliminated the hole-position drift that affected the previous suppliers' products.
What Customers Are Saying
"We fitted EVER-POWER covers to eight Yanmar AW82 combines before the 2024 wet-season. Every single one bolted straight to the tank rim without any adjustment. The internal surface is noticeably cleaner than the previous supplier — our grain cleanliness scores at the mill improved by nearly 2 % on average, which more than covered the cost difference."
"After two seasons of dealing with grain dust leaking from the rim seal on our John Deere 60D headers, we tried an EVER-POWER cover on one machine as a test. The difference was visible on the first day — no dust cloud around the tank inlet. The bolt hole positions matched perfectly. We ordered covers for the other five machines that same week."
"The HDG cover we ordered for our Kubota paddy fleet has now completed three full wet seasons without a single rust spot on the interior. We were replacing standard-painted covers every year before this. Lead time was 4 weeks for the galvanised option, which is manageable if you plan ahead. Quality is genuinely close to OEM at about 40 % of the OEM price."
"We switched our chickpea combines to EVER-POWER's internally-ground covers two seasons ago. Our export buyer's clean-up protocol now passes first time every season. The technical team at EVER-POWER confirmed the correct throat angle for our CLAAS TUCANO platform before production — that level of pre-order support made us confident in the order before the samples even arrived."
EVER-POWER vs. Market Alternatives
Grain tank covers look identical from the outside until the critical details are examined: seam finish, hole tolerance, coating adhesion, and cover flatness. EVER-POWER's position in the market is to deliver manufacturing controls that match or approach OEM specification, at a price that enables proactive replacement every two to three seasons rather than emergency reactive sourcing. The comparison below covers the eight criteria most relevant to procurement decisions.
| Criterion | EVER-POWER | OEM Brands | Generic Aftermarket |
|---|---|---|---|
| Blank Cutting Method | CNC Fibre Laser | Laser / Punch | Plasma / Press |
| Internal Seam Finish | Ground ≤ Ra 3.2 µm | Ground flush | As-welded |
| Hole Punching Sequence | After welding (CNC) | After welding | Before welding |
| Throat Angle Variants | 35° / 45° / 50° / 55° | OEM spec only | 45° only |
| Surface Options | 2K Epoxy / HDG / 304 SS | Powder / 2K Epoxy | Alkyd / Bare |
| Food-Contact Cert | GB 9685 / EU 10/2011 | Available | Not available |
| Model Cross-Reference | 320+ models | Own brand only | Very limited |
| Price (MOQ 10, EXW) | $38 – $72 | $95 – $220 | $12 – $44 |
Grain Tank Cover Technical FAQ
Engineering support for combine grain tank components and custom fabrications.
Commercial & Logistics
Standard MOQ: 5 pieces for catalog items. Custom lead time: 3–5 weeks. Full export documentation (Form E, CO, Mill Test Certs) provided with every shipment.






We promise will offer the best price by the high quality in china! We also accept special order about the products. If you are interested in our products. Please do not hesitate to let us know.We are pleased to give you the detailed information.We promise that our products would be safety and were in high quality and reasonable price. If you are interested in our products, please contact us asap.We are sincerely looking for your cooperation.
Most of our products are exported to Europe or Americas, both standard and nonstandard products available. We can produce as per your drawing or sample. Material can be standard or as per your special request. If you choose us, you choose reliable.
Industries We Service
