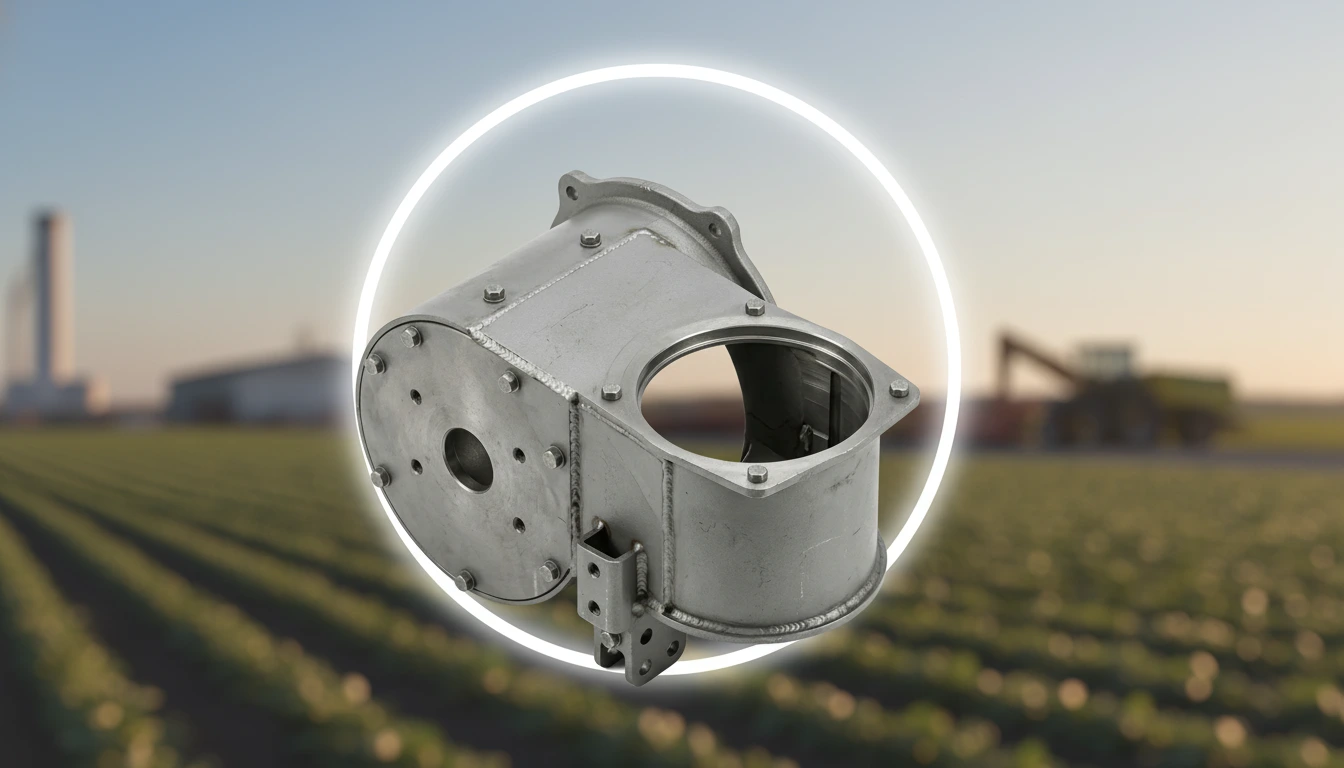
Secondary Auger Reversing Body Weldment

EVER-POWER’s Secondary Auger Reversing Body Weldment is a precision-engineered Q345B steel fabrication, featuring full-penetration welds, post-weld stress relief, and 480-hour salt-spray-rated coating for unmatched durability in high-stress harvesting. Unlike cast alternatives, it withstands 1,500–2,000+ hours of cyclic loads, with ±0.3 mm bore tolerance and custom fit for 2–3 m headers, reducing failures and downtime.
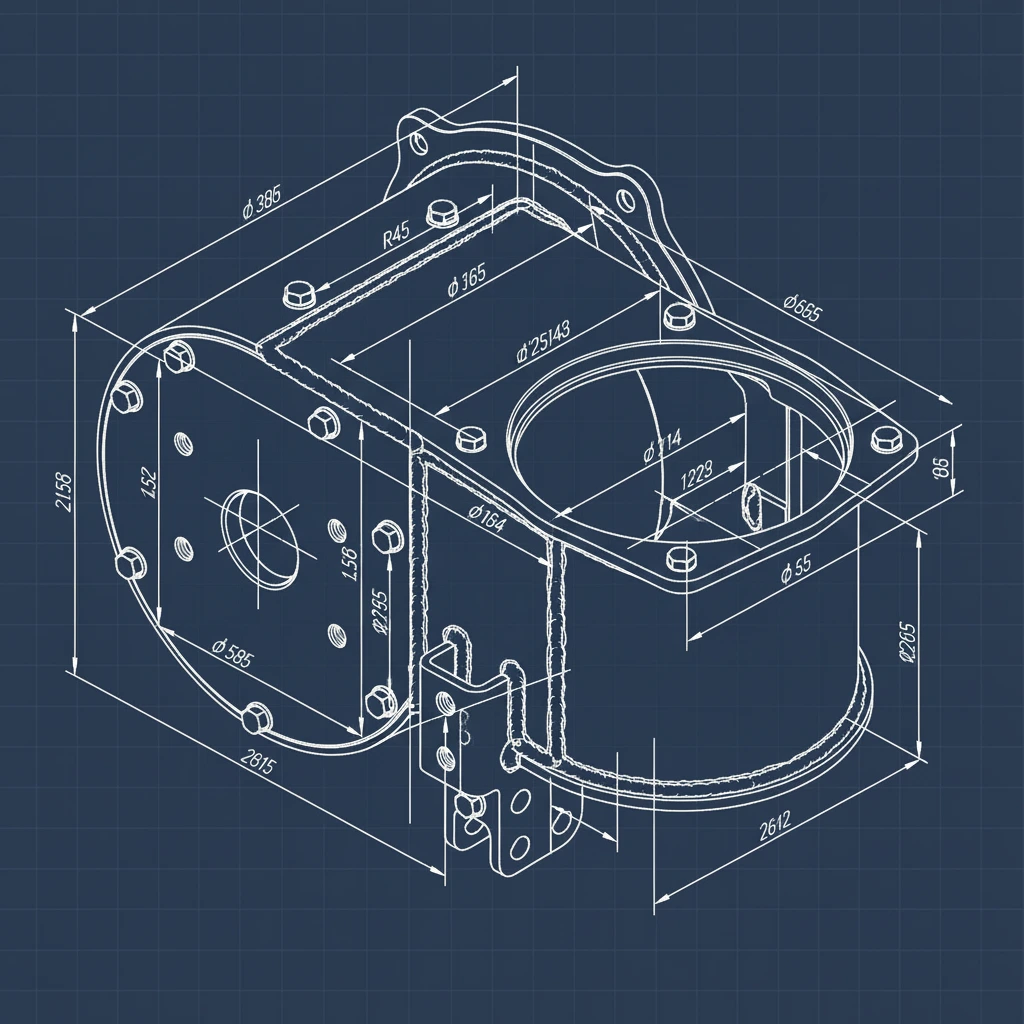
Product Specifications & Technical Parameters
Every secondary auger reversing body weldment shipped by EVER-POWER is manufactured to a documented specification and passes a multi-point dimensional check before leaving the production line. The table below lists the verified technical parameters for the standard product variant. Custom dimensions, drive interface profiles, and material upgrades are available on request — contact [email protected] for engineering consultation.

| Parameter | Specification | Remarks |
|---|---|---|
| Part Name | Secondary Auger Reversing Body Weldment | Secondary Auger Reversing Body Weldment |
| Main Body Material | Q345B High-Strength Low-Alloy Steel | Yield ≥ 345 MPa; Charpy –20 °C |
| Plate Thickness (Body Shell) | 6 mm | Main flow deflector walls |
| Flange Plate Thickness | 8 mm | Mounting & mating flanges |
| Bolt Circle / Mounting Pattern | 4 × M12 / Custom available | Standard PCD to major OEM specs |
| Internal Bore Diameter | As per assembly drawing | Matched to secondary auger shaft OD |
| Weld Process | CO₂ GMAW (ER70S-6 wire) | WPS-qualified; full-penetration where required |
| Post-Weld Treatment | Stress-relief + shot-blast SA 2.5 | Pre-coat preparation |
| Surface Treatment | Cathodic electrophoretic primer + polyester topcoat | 480-hr salt-spray rated (ISO 9227) |
| Approx. Unit Weight | 18 – 26 kg | Varies by configuration |
| Dimensional Tolerance | ±0.8 mm overall; ±0.3 mm bore | Verified per inspection checklist |
| Applicable Header Width | 2.0 m – 3.0 m class | Multi-brand fitment |
| Certification | ISO 9001:2015 | Factory-wide QMS scope |
What the Secondary Auger Reversing Body Weldment Does
In a combine harvester or rotary tiller header, the primary auger drum sweeps cut crop material across the full header width toward the central feeder house opening. But not all crop flow arrives at the feeder house in a single, clean stream. Dense yield conditions, uneven ground speed, or row-offset harvesting create secondary accumulations that need to be redirected — sometimes against the primary flow direction. The secondary auger reversing body weldment is the structural component that enables this directional change. It houses the bearing support, provides the deflector surface geometry, and transmits the torque reversal loads from the secondary auger shaft back into the header frame without distortion or fatigue cracking.
Structural Role Within the Header System
The weldment is positioned at the reversal point of the secondary auger circuit — the location in the header where grain flow must change direction by 90° to 180° before entering the main auger path. At this point, the forces acting on the housing are a combination of crop impact, auger shaft bending load, and the reaction torque from the directional transition. Cast iron versions of this component commonly fracture at the internal radius because casting defects concentrate stress there. The welded fabrication approach eliminates this risk by distributing stress through the parent metal rather than relying on casting integrity.
Why a Weldment Rather Than a Casting?
Welded fabrication offers three advantages that matter in the field. First, Q345B plate steel has documented, guaranteed mechanical properties — unlike grey iron, where porosity and inclusion defects are a normal part of the casting process. Second, a weldment can be repaired in the field by any competent MIG welder, whereas a cracked casting must be replaced entirely. Third, design changes for new machine models can be implemented by modifying the cutting programme and weld fixture, with no tooling investment. For low-to-medium volume OEM requirements, this makes the header assembly component significantly more cost-effective per unit than a dedicated casting die.
Innovation & Standout Engineering Features
The design and production of this rotary tiller part has been refined through feedback from operators in high-intensity harvesting markets. What follows are the engineering decisions that distinguish the EVER-POWER weldment from generic fabrications sourced through trading companies with no in-house manufacturing capability.
Full-Penetration Weld Joints at Stress Risers
The internal corners where the deflector walls meet the flange plates — the highest-stress locations under torque reversal — are welded with full-penetration joints, not fillet welds. This doubles the effective throat thickness at the worst-case fatigue location, moving the failure site away from the weld into the parent material, where Q345B toughness provides the margin needed for a 2,000-hour service life.
CNC Plasma-Cut Profiles for Geometric Accuracy
All flat plate components are nest-cut on a CNC plasma table to ±0.3 mm. This precision in the individual parts allows the weld fixture to hold the assembly within ±0.8 mm of nominal before the first weld pass is made. The result is a weldment that aligns with the mating auger shaft housing and header frame on the first installation attempt, without shimming or grinding.
Post-Weld Stress Relief
After welding, each assembly undergoes a controlled thermal stress-relief cycle at 580–620 °C. This reduces residual weld stress by 70–80%, significantly lowering the risk of delayed hydrogen cracking and improving the fatigue life of the part in service. Many competing fabrications skip this step to reduce cost, which is why their weldments crack at the weld toes within 500–800 hours of operation.
Dual-Stage Anti-Corrosion Coating
The interior flow surfaces and exterior structural faces are treated with cathodic electrophoretic primer, which penetrates weld root areas that spray paint cannot reach. The exterior polyester topcoat adds UV and agrochemical resistance. Combined film thickness is ≥ 80 µm, providing 480 hours of neutral salt-spray resistance — two to four times better than single-coat spray-painted competing parts.
Machined Bearing Bore
The bearing housing bore is finish-machined after welding and stress relief, not before. This sequence ensures that the machined bore is concentric with the actual weldment geometry rather than the theoretical pre-weld geometry. Bore tolerance is held to H7, which is the correct interference class for the standard deep-groove ball bearing fitted in the secondary auger shaft assembly.
Interchangeable Mounting Interface
The bolt-circle pattern and flange face dimensions are held to the dimensional standards of the most widely deployed header platforms in China, India, Brazil, and Eastern Europe. This means the EVER-POWER weldment can replace worn or cracked OEM parts without drilling new holes in the header frame — a critical advantage for operators working under harvest time pressure who cannot afford machine modifications in the field.
Manufacturing Process
Producing a structurally sound secondary auger reversing body weldment requires disciplined process control across eight distinct manufacturing stages. The sequence below is the production standard at EVER-POWER, aligned with ISO 9001:2015 procedures. Deviating from this sequence — as many low-cost fabricators do — produces a part that looks identical on the outside but fails prematurely in the field.
Material Incoming Inspection
Q345B plate and pipe arrive with mill test certificates. In-house optical emission spectrometry verifies chemical composition, and hardness testing confirms yield strength compliance before stock is released to the cutting area. Non-conforming material is quarantined and returned.
CNC Plasma Nesting & Cutting
All flat plate components are nested and cut on a CNC plasma table programmed from the CAD drawing. Nesting optimisation reduces plate waste below 12%. After cutting, all edges are ground and deburred to remove the heat-affected layer at the cut face, ensuring sound fusion at the subsequent weld joint.
Bending & Pre-Forming
Curved deflector wall sections are press-formed on a CNC hydraulic press brake programmed to compensate for Q345B springback. Radius dimensions are checked against a profile gauge after forming. Parts outside tolerance are re-formed before proceeding — no shimming or forcing during fit-up is permitted.
Assembly & Tack Welding in Fixture
All components are located in a dedicated welding fixture before tack welding. The fixture controls flatness of the flange faces and perpendicularity of the bore axis to within 0.2 mm. Tack welds are placed symmetrically to balance shrinkage. Once tack-welded, the assembly is removed from the fixture and checked dimensionally before full welding commences.
Full-Weld Sequence (GMAW)
CO₂ shielded GMAW using ER70S-6 wire deposits all production welds following the pre-qualified WPS. Full-penetration welds are completed in multiple passes with inter-pass temperature controlled below 250 °C. Each weld pass is brushed and visually inspected. A dye-penetrant examination is carried out on all full-penetration joints after the final pass.
Post-Weld Stress Relief
The welded assembly is loaded into a furnace and heated to 580–620 °C at a controlled rate of ≤ 100 °C/hour, soaked for 2–3 hours depending on section thickness, then furnace-cooled to below 300 °C before air cooling. Thermocouple records are retained with each production batch and are available for customer quality audits on request.
CNC Boring & Drilling
After stress relief, the bearing bore and bolt holes are finish-machined on a CNC machining centre. Bore diameter is held to H7 tolerance. Bolt hole positions are drilled to ±0.15 mm true position relative to the bore axis. Flange faces are face-milled flat to within 0.1 mm, ensuring metal-to-metal contact and eliminating any need for gaskets at the mating header interface.
Surface Treatment & Final QC
Shot-blasting to SA 2.5, then cathodic electrophoretic priming followed by a polyester topcoat applied to ≥ 80 µm dry film. Machined faces are taped off during coating and lightly oiled before packaging. Final inspection records bore diameter, flange flatness, coating thickness, and visual conformance. Each unit ships with a traceability tag referencing the production batch records.
Material Selection & Metallurgical Rationale
Material decisions for the secondary auger reversing body weldment are not arbitrary. Each material choice is driven by the specific loading condition that the component experiences — and every decision has a consequence for service life, repairability, and total cost of ownership in the field.
Q345B Steel — Why This Grade?
Q345B is specified for the body shell and flanges because it combines three properties that no cheaper grade can match simultaneously: a minimum yield strength of 345 MPa for structural adequacy; a carbon equivalent of ≤ 0.45, which allows welding without mandatory preheat at plate thicknesses up to 12 mm; and guaranteed Charpy V-notch impact energy of ≥ 27 J at –20 °C, which prevents brittle fracture during cold-weather pre-season commissioning operations. Substituting Q235 — which many budget fabricators use — reduces yield strength by 26% and eliminates the low-temperature toughness guarantee entirely. Under the dynamic loading of a harvesting header, that difference translates directly into premature cracking.
ER70S-6 Welding Wire
The ER70S-6 GMAW wire is selected for its elevated silicon and manganese content, which provides superior deoxidation in the presence of the mill scale and surface oxidation that inevitably remains on structural plate edges after plasma cutting. This produces a lower-porosity weld with better wet-out at the weld toe — reducing the stress concentration factor at the fatigue-critical weld terminations. The deposited weld metal tensile strength exceeds 480 MPa, ensuring that the weld is never the limiting factor in the structural system.
Coating System Rationale
Agricultural equipment operates in one of the harshest coating environments possible: intermittent immersion in crop juice, soil splashing, herbicide and fungicide drift, UV exposure during field storage, and mechanical abrasion from crop stems. The cathodic electrophoretic primer addresses the most critical failure mode — corrosion at the weld root areas inside the deflector body — by achieving uniform coating in areas inaccessible to spray guns. The polyester topcoat then provides the UV and chemical resistance layer that extends the life of the underlying primer. Together, they produce a system rated for 480 hours of neutral salt spray at a film build that weighs less than 200 g per part — a negligible weight penalty for a 20–26 kg assembly.
Compatibility & Fitment
Compatibility is the first question that every parts manager asks before committing to an aftermarket weldment. The EVER-POWER secondary auger reversing body weldment is dimensioned to fit the bolt patterns and bore diameters of the most widely deployed combine harvester header platforms in the 2.0–3.0 m class, covering the major production markets in Asia, South America, Eastern Europe, and Australasia.
Bore & Shaft Compatibility
The bearing bore diameter is matched to the secondary auger shaft diameter of the target machine platform. Standard options cover shaft diameters from 30 mm to 50 mm. The H7 bore tolerance class ensures a correct transition fit with standard deep-groove ball bearings (6206, 6208, 6210 series depending on shaft size), which are widely available through local agricultural bearing suppliers in all target markets. Operators do not need to source a specific bearing from a single-brand supply chain.
Bolt Pattern & Flange Standards
The 4 × M12 bolt circle is the standard mounting pattern for this class of header assembly component across Chinese domestic and export OEM platforms. For machines using M10 or M14 fasteners, or a 6-bolt pattern, custom flange drilling is available with a minimum order of 5 units. The flange face finish of Ra 3.2 µm provides a sealing surface suitable for direct metal-to-metal contact without supplemental gaskets, which are a common point of corrosion-induced seizure in header joints exposed to crop juice.
Fitment Verification Procedure
Before ordering, measure the following from the worn part or machine drawing: bearing bore inner diameter, bolt hole pitch circle diameter, flange outer diameter, and overall housing depth. Forward these measurements, along with the machine make, model, and header width, to [email protected]. The EVER-POWER technical team will provide a dimensional cross-reference within 48 hours, confirming direct fit or identifying the nearest standard variant. This pre-order check eliminates the cost and delay of incorrect-specification returns.
🔗 Explore the complete rotary tiller header parts range — auger drums, gearboxes, blades, and drive components — all from the same certified production facility.
Related Components & Accessories
The reversing body weldment is part of a larger secondary auger circuit that includes several wearing and structural components. When a weldment reaches the end of its service life, the adjacent parts are typically at or near their own replacement points. Replacing the weldment in isolation while leaving worn mating components in place often results in the new part failing prematurely due to the accelerated wear that misaligned or loose mating components cause.
The shaft running through the reversing body bore. Shaft surface wear at the bearing journal accelerates bore wear and allows shaft runout that causes crop flow turbulence. Inspect journal diameter and straightness whenever the reversing body is removed; replace if diameter loss exceeds 0.3 mm or radial runout exceeds 0.2 mm.
Located in the H7 bore of the reversing body. A worn bearing allows radial shaft displacement that cracks the weld body through bending fatigue. Replace the bearing at every reversing body change — bearing cost is minimal relative to the labour of re-opening the header assembly if a bearing fails prematurely after a weldment replacement.
The auger flight section that feeds into the reversing body. Worn or bent spiral edges create uneven crop velocity at the deflector inlet, producing impact loads that exceed the design point. Inspect spiral edge thickness at every 500-hour service and replace when leading-edge thickness falls below 3 mm.
Transfers drive from the header gearbox to the secondary auger shaft. An elongated chain or hooked sprocket generates shock impulses at every engagement that reverberate through the shaft and into the weld body. Chain elongation above 2% and sprocket tooth wear greater than 20% of original tooth profile trigger immediate replacement.
The structural bracket welded to the header frame that accepts the reversing body flange. Deformed or cracked brackets introduce angular misalignment between the reversing body bore and the secondary auger shaft centre line. More than 0.5 mm of misalignment across the 150–200 mm shaft span results in bearing edge loading and premature weldment fatigue cracking.
Retains the bearing axially within the housing bore and the auger shaft within the bearing. Deformed circlips allow axial shaft migration that concentrates crop flow at one side of the deflector, producing asymmetric wear. Always replace the full circlip and collar set with every bearing change — these parts cost under $2 and prevent failures that cost hundreds in labour.
The M6 or M8 grease fitting threaded into the reversing body bearing housing. Blocked or cross-threaded grease nipples are one of the most common reasons bearings fail prematurely — the operator applies grease at the maintenance interval, but the nipple is not delivering it. Replace nipples whenever the bearing is changed and before any failure that requires body replacement.
On platforms where the mating header bracket uses a gasket to compensate for surface finish variation, a pre-cut EPDM or fibre gasket may be required at the flange interface. EVER-POWER can supply pre-cut gaskets matched to the weldment flange pattern on request — avoid cutting improvised gaskets from random sheet material, which leads to uneven clamping load and bolt loosening under vibration.
Industry Applications & Suitable Machinery
While the secondary auger reversing body weldment is primarily known as a header assembly component for grain combine harvesters, its structural and functional characteristics make it applicable across a broader range of machinery and industry settings than most operators realise. The common thread is any machine that requires controlled directional redirection of bulk agricultural material within a confined housing under rotary drive.
- 🌾 Grain Combine Harvesters — Primary Use Case
The reversing body weldment is the core structural element in the secondary auger system of 2.0–3.0 m class combine headers. It enables the header to handle non-uniform crop delivery from the primary auger drum by providing a controlled redirection point that returns accumulation-side grain to the main feeder flow. Without a sound reversing body, the secondary auger either piles crop at the deflector zone or — if the body cracks — stops functioning entirely, forcing the operator to throttle back header speed and lose 15–25% of daily throughput. This weldment is a production-critical part that should be carried as a field spare on high-utilisation multi-machine operations. - 🌿 Paddy Rice Combine Headers — Wet-Condition Operation
Rice harvesting imposes the most demanding conditions of any grain crop on secondary auger components. The wet, sticky nature of paddy straw causes the reversing body internal surfaces to accumulate compressed crop matter that increases internal pressure and elevates torque demand dramatically. The smooth deflector wall geometry of the EVER-POWER weldment sheds crop matter more effectively than angular-profiled competitors. The post-weld stress relief also makes this weldment more resistant to the constant torque reversals that occur when paddy straw alternately packs and clears at the deflector inlet. Track-type paddy combines in Vietnam, Thailand, Indonesia, and China's Yangtze Basin are the primary platform targets. - 🌽 Maize (Corn) Row-Crop Headers
Multi-row corn headers use a secondary auger circuit to consolidate cob and stover streams from individual row units into the central feeder. The higher density and more abrasive character of maize stover compared to wheat straw means that the reversing body internal surfaces wear faster. Operators in the corn belts of China's Huang-Huai-Hai Plain, Ukraine, and Brazil's Cerrado have reported that generic cast reversing bodies on 8-row and 12-row headers require replacement every 1–2 seasons, while the EVER-POWER weldment typically reaches 3 seasons before showing measurable internal wear. - 🚜 Rotary Tiller Header Platforms — Integrated Residue Management
On multi-function rotary tiller platforms that combine soil tillage with crop residue collection, a secondary auger circuit transfers cut residue from the tilling zone to a trailing collection bin or shredder unit. The reversing body weldment is the component that routes residue from the lateral collection auger into the longitudinal transfer auger. This application is growing in China's double-cropping regions, where machine operators seek to harvest residue for biomass energy or animal feed rather than incorporating it into the seedbed. The structural demands are lower than in a combine header but the abrasion rate is higher due to soil contamination in the residue stream. - 🏭 Grain Handling — Mobile Intake Auger Systems
On mobile on-farm grain handling systems — such as field bins with auger conveyors and portable elevator systems — the junction point where a lateral sweep auger feeds a vertical elevator often uses a reversing body housing conceptually identical to a header-type weldment. Replacement of OEM-specified housings at this location with EVER-POWER weldments is a cost-reduction opportunity for farmers and grain merchants operating fleet grain handling equipment in Australia's grain belt and the North American Great Plains. - 🌱 Sunflower & Soybean Harvesting
Oilseed headers working in sunflower and soybean — crops with particularly irregular and bulky head and pod structures — create uneven crop delivery that stresses the secondary auger system more severely than uniform small-grain cereals. The reversing body experiences repeated impact from partially threshed heads that are too large to pass cleanly through the deflector throat. The 6 mm deflector wall thickness in this weldment provides the impact resistance margin that 4 mm-walled generic alternatives lack, reducing the risk of denting or puncture that eventually leads to crop leakage through the housing wall. - 🐄 Agricultural Feed Processing — TMR Mixer Inlet Diverter
In total mixed ration mixer wagons that use a multi-stage auger feeding system, structural housings equivalent in design to the reversing body weldment are used at the diverter points where different feed components — silage, hay, concentrates — converge. While the food-contact regulatory requirements for feed handling differ from those for grain handling, the mechanical demands are similar. EVER-POWER supplies custom-dimensioned weldments for TMR system integrators in Northern Europe and South America who specify Q345B fabrications over cast iron due to the lower risk of casting porosity introducing metal fragments into the feed stream.
Replacement Guide — Step by Step
Replacing the secondary auger reversing body weldment requires a workshop-standard tool set and two people for safe handling. On most header platforms, the complete swap takes 60–90 minutes. These steps reflect the general procedure; always cross-reference with the specific machine service manual for torque values and component-specific disassembly sequences.
① Isolate Machine & Lower Header
Park on level ground, engine off, ignition key removed. Lower the header fully or place it on certified header stands. Apply the driveline lock-out before touching any rotating component. Allow the header drives to coast to rest — secondary auger drives may take 15–20 seconds to stop after power cut. Verify all motion has ceased before starting work.
② Remove Drive Chain & Sprocket
Locate the master link on the secondary auger drive chain, disengage the spring clip, and remove the master link to release the chain. Note chain routing with a photograph before removal. Slide the drive sprocket off the shaft stub using a two-jaw puller — never strike the sprocket with a hammer, as the shock load can damage the bearing inside the reversing body. Measure chain elongation while it is off the machine.
③ Withdraw the Secondary Auger Shaft
Remove the shaft axial retention circlip or locking collar from the stub end that protrudes through the reversing body bore. Support the shaft with a second person or a strap cradle, then withdraw it axially out of the reversing body bearing. Place the shaft on a clean surface for inspection — check journal diameter, straightness, and surface condition before reuse.
④ Unbolt & Remove the Old Weldment
Undo the 4 × M12 flange bolts. If they are corroded in place, apply penetrating oil and allow 15 minutes before attempting to break the heads free. Do not use an impact gun on corroded bolts — the shock may crack the surrounding weld in an already-fatigued structure. Once all bolts are out, the weldment should lift away from the header bracket. Note any shim washers under the flange and retain them for the replacement installation.
⑤ Inspect Mating Header Bracket
Before fitting the new weldment, inspect the header frame bracket for cracks at the weld roots and deformation of the bolt-hole pattern. Run a straight-edge across the mating face to check flatness — if the face is bowed more than 0.5 mm, the new weldment flange will not seat evenly, introducing stress concentration at the bolt holes immediately. Repair or replace the bracket before proceeding.
⑥ Install New Weldment & Bearing
Press the new bearing into the H7 bore using a bearing press or a socket-and-bolt draw tool — never drive the bearing in with a hammer on the outer race. Reinstall shim washers from the original installation, align the bolt holes with the header bracket, and run all four M12 bolts in finger-tight before final torquing. Torque in a cross pattern to 80 Nm for M12 Grade 8.8 bolts unless the machine manual specifies otherwise.
⑦ Refit Shaft, Sprocket & Chain
Re-insert the secondary auger shaft through the new bearing, fit the circlip or locking collar, and check that the shaft rotates freely by hand with no binding or axial play. Refit the drive sprocket and new or re-inspected chain. Set chain tension to 10–15 mm of mid-span deflection. Pump 2–3 strokes of NLGI #2 grease through the new bearing housing nipple to establish lubrication before first run.
⑧ Functional Test & First-Run Check
Start the engine, engage the header drive at low idle, and observe the secondary auger through at least three full revolutions before raising the header speed. Listen for abnormal noise — any clunking or grinding indicates misalignment or incorrect bearing seating and requires immediate investigation. After 30 minutes of operation, re-check the bearing housing temperature (should be less than 30 °C above ambient) and re-torque the flange bolts after thermal settling.
Maintenance & Inspection Schedule
Consistent maintenance extends the service life of the secondary auger reversing body weldment beyond its nominal 1,500–2,000-hour design life. The most common reason weldments are replaced before they reach their expected service life is not structural fatigue but accelerated wear caused by neglected bearings, mis-tensioned chains, or undetected shaft misalignment. The programme below is structured around three time-based intervals.
Pre-Season Inspection (Annual)
Before the first day of each harvest season, dismantle the reversing body access panel (where present on the machine platform) and visually inspect the internal deflector walls for wear grooves, dents, and incipient cracks — particularly at the internal radius where the deflector wall changes direction. Measure the deflector wall thickness with a magnetic thickness gauge or ultrasonic tester if the external coating is intact; replace when wall thickness falls below 4 mm from the original 6 mm. Inspect the bearing by feel for roughness and check for radial play greater than 0.1 mm. If either condition is present, replace the bearing before the season begins — never start a harvest with a known marginal bearing.
Weekly In-Season Service (50-Hour Interval)
Grease the bearing housing nipple with NLGI #2 lithium-complex grease — three pump strokes maximum. Over-greasing forces grease into the crop flow area. Check the bearing housing for abnormal heat using an infrared thermometer; a steady reading more than 25 °C above ambient indicates a bearing problem. Visually inspect the chain tension and the drive sprocket tooth profile. Clear any compacted crop residue from the deflector body external surfaces with a stiff brush; packed wet residue traps moisture against the coating and initiates corrosion at coating holidays, particularly at weld seams where the coating is thinnest.
Post-Season Preparation for Storage
After the final day of harvest, pressure-wash the entire secondary auger circuit including the reversing body external surfaces. Allow to dry thoroughly before storage. Touch up any areas of coating damage — chip areas larger than 5 mm — with cold zinc primer spray to prevent rust progression during the off-season. Drain and repack the bearing with fresh grease before storage if the machine will be idle for more than three months. Remove the drive chain, clean in solvent, and store oiled in a sealed bag. Hang a maintenance reminder tag on the header to prompt the pre-season inspection at the start of the following year.
Structural Inspection Triggers
Two events require an unscheduled inspection of the reversing body weldment regardless of the maintenance interval: ingestion of a foreign object (stone, wire, or tool) that reached the secondary auger circuit, and any incident where the machine ran against an obstruction that caused a drive chain break. Both events generate impact loads in the secondary auger system that can initiate weld toe cracks that are not immediately visible. Inspect all weld seams with a dye-penetrant kit after either event and replace the weldment if any indications are found — operating with a cracked weldment risks a structural failure during harvest that requires header frame repair in addition to a new weldment.
Market Price Comparison
The market for secondary auger reversing body weldments is stratified across four supply tiers with very different price points, material standards, and service lives. Understanding where each tier fits in the total cost of ownership calculation is essential for procurement decisions, particularly for fleet operators who manage more than five machines and cannot afford unplanned mid-harvest replacements. All prices below are approximate indicative FOB ex-China pricing in USD as of early 2026.
| Supply Tier | Price (USD) | Material | Stress Relief | Bore Tolerance | Warranty |
|---|---|---|---|---|---|
| Budget / No-Brand Fabrication | $22 – $36 | Q235 or unverified | None | ±0.5 mm or worse | None |
| Standard Aftermarket | $38 – $55 | Q345 (claimed) | Rarely | H8–H9 | 3–6 months |
| ★ EVER-POWER Recommended | $45 – $68 | Q345B certified | ✔ Standard | H7 | 12 months |
| OEM / Dealer-Supplied Part | $80 – $120 | OEM spec | ✔ Yes | H7 | 12 months |
| Premium European / Japanese Brand | $140 – $210 | S355 / SS400 | ✔ Yes | H6–H7 | 24 months |
Sustainability & Regulatory Compliance by Region
As international trade in agricultural machinery parts grows, regulatory requirements for imported components are becoming more detailed and more rigorously enforced. The EVER-POWER secondary auger reversing body weldment is manufactured to meet the documented requirements of the principal purchasing markets. The compliance position for each major market is summarised below.
🇨🇳 China (Domestic & Export Base)
Production conforms to GB/T 700 (Q235 equivalent) and GB/T 1591 (Q345 specification) material standards. Weld quality meets GB/T 11345 UT and surface finish requirements. The factory holds ISO 9001:2015 certification with scope covering design, fabrication, and surface treatment of agricultural machinery components. Export documentation includes Certificate of Origin, Material Conformance, and quality inspection reports.
🇪🇺 European Union
Q345B material is cross-referenced to EN 10025-2 S355JR for EU import documentation. The coating system is REACH-compliant per EU Regulation (EC) No 1907/2006, with SVHC substance screening available. For OEM applicants, CE declaration of incorporation is prepared per EU Machinery Directive 2006/42/EC. RoHS screening confirms absence of restricted heavy metals in the coating formulation.
🇧🇷 Brazil
Brazil is the world's largest soybean producer and a major corn and sugarcane harvesting market. EVER-POWER weldments conform to ABNT NBR documentation standards for imported agricultural machinery structural parts. Coating formulation avoids lead-based pigments that are restricted under CONAMA Resolution 362. Import clearance documentation is prepared in Portuguese on request for Brazilian agricultural importers and distributors.
🇮🇳 India
India's mechanised harvesting market is growing at 12–15% annually as custom hiring fleets expand across Punjab, Haryana, Uttar Pradesh, and Andhra Pradesh. BIS IS 2062 E350 is the Indian standard equivalent for Q345B, and cross-reference documentation is prepared for customs submission. The lead-free coating formulation meets FSSAI food safety guidelines for crop-contact components used in grain harvesting applications.
🇦🇺 Australia
Australian Department of Agriculture, Fisheries and Forestry (DAFF) biosecurity requirements mandate that all imported agricultural machinery parts are clean, dry, and free from soil and plant material contamination. All EVER-POWER weldments are cleaned, inspected for biological contamination, and sealed in clean packaging material before dispatch. Export documents include a biosecurity compliance declaration that facilitates clearance through Australian border control.
♻️ Environmental Commitments
The production facility operates under ISO 14001:2015 environmental management certification. Electrophoretic primer uses a closed-loop bath replenishment system that reduces chemical discharge by over 80% compared to open-tank systems. Steel plate offcuts are 100% recycled through certified scrap processors. Wastewater from the shot-blast and surface treatment areas is treated on-site to GB 8978 standard before discharge. Energy usage per tonne of production is benchmarked annually against the previous period with a target of 3% improvement per year.
Customer Success Stories
The following accounts are based on documented customer interactions and repeat order records. They represent the most informative examples of how the EVER-POWER secondary auger reversing body weldment has addressed specific operational problems across different harvesting environments and machine platforms.
Crack Recurrence Eliminated on 18 Machines
A large agricultural holding operating 18 combine harvesters across 14,000 hectares of winter wheat and sunflower in the Poltava region had experienced repeated cracking of grey iron reversing body housings at the same internal radius point on multiple machines. The maintenance manager identified the failure as a design limitation of the cast iron component — the 3.5–4.0 mm wall at that radius was insufficient for the torque reversal loading in a heavy wheat year. After switching to the EVER-POWER Q345B weldment with a 6 mm wall at the critical radius, the cracking stopped entirely across all 18 machines through two complete harvest seasons (wheat + sunflower), representing 1,200+ operating hours per machine.
Custom Bore Specification Solved Shaft Interface Problem
A custom harvesting service company operating a fleet of 12 track-type paddy combines in Vietnam's Mekong Delta reported that generic aftermarket reversing body weldments were failing at the bearing bore within 400–600 hours of wet paddy service. Investigation revealed that the generic bore tolerance (H9) was allowing the bearing outer race to rotate in the bore under the high radial loads of paddy straw impact — a condition known as "bearing spinning" that rapidly destroys both the bore and the bearing. EVER-POWER supplied a batch of 24 weldments with an H7 bore tolerance and a light interference fit between the housing and bearing outer race. Post-installation monitoring over one full paddy season showed zero bearing spinning events and no bore wear detectable with a bore gauge.
OEM Price Reduction Without Service Life Compromise
An agricultural machinery dealer in Santa Fe serving soybean and corn operations across 80,000 hectares was seeking to reduce parts costs without downgrading quality. Their customers were dissatisfied with the 14–18 week OEM lead time for reversing body weldments and with OEM pricing that had increased 35% over two seasons. EVER-POWER supplied a complete dimensional cross-reference and material compliance documentation for the Q345B weldment as a confirmed OEM equivalent. The dealer switched their stocking inventory to EVER-POWER weldments at 42% below OEM cost with a 6-week delivery from order. After two seasons, no warranty claims had been received on any of the 36 units sold, and two customers independently verified that their machines had reached the same seasonal service interval as with the OEM part before replacement was needed.
Brand Comparison — Where EVER-POWER Stands
The secondary auger reversing body weldment market has four distinct supply tiers, and procurement decisions are often made without a clear understanding of what separates them at the technical level. The comparison below examines the eleven most consequential evaluation criteria for fleet operators and agricultural machinery dealers making a supplier selection decision.
| Evaluation Criteria | EVER-POWER | Standard Aftermarket | Budget No-Brand | Premium OEM |
|---|---|---|---|---|
| Material Certificate (Mill Test) | ✔ Q345B certified | ~ Claimed | ✗ None | ✔ OEM spec |
| Post-Weld Stress Relief | ✔ Standard | ✗ Skipped | ✗ Skipped | ✔ Yes |
| Bearing Bore Tolerance | ✔ H7 | ~ H8–H9 | ✗ Unspecified | ✔ H7 |
| CNC Plasma-Cut Components | ✔ Yes | ~ Some | ✗ Manual cut | ✔ Yes |
| Full-Penetration Welds at Stress Risers | ✔ Yes | ✗ Fillet only | ✗ Fillet only | ✔ Yes |
| Surface Treatment (Salt-Spray) | ✔ 480 hrs | ~ 120–200 hrs | ✗ <80 hrs | ✔ 400–500 hrs |
| ISO 9001:2015 QMS | ✔ Yes | ~ Some | ✗ No | ✔ Yes |
| Custom Bore / Flange Options | ✔ Yes (MOQ 5) | ✗ Fixed dims | ✗ Fixed dims | ~ Platform-specific |
| Price Range (USD FOB) | $45 – $68 | $38 – $55 | $22 – $36 | $80 – $210 |
| Warranty | ✔ 12 months | ~ 3–6 months | ✗ None | ✔ 12–24 months |
| Full Export Documentation | ✔ Complete | ~ Partial | ✗ Minimal | ✔ Complete |
Across eleven evaluation criteria, the EVER-POWER weldment matches or exceeds OEM-tier performance on every technical metric — material certification, weld quality, bore tolerance, stress relief, and coating durability — while pricing at 40–65% below OEM. The budget tier, which appears to offer cost savings at the unit level, consistently delivers higher total cost when service life, bearing replacement frequency, and installation labour are included in the calculation. For fleet managers and agricultural dealers building a stocking strategy, the EVER-POWER weldment occupies the most defensible position in the comparison.
Secondary Auger Weldment FAQ
Technical and procurement guidance for the secondary auger reversing body. For specific engineering queries, contact [email protected].
Quality Documentation
Mill test certs, stress-relief furnace records, and QC inspection reports available on request.
EVER-POWER Agricultural & Industrial Components | https://hzpt.com/ | [email protected]
© 2026 EVER-POWER. All technical specifications subject to revision. Contact the sales team for current production documentation and confirmed fitment data.






We promise will offer the best price by the high quality in china! We also accept special order about the products. If you are interested in our products. Please do not hesitate to let us know.We are pleased to give you the detailed information.We promise that our products would be safety and were in high quality and reasonable price. If you are interested in our products, please contact us asap.We are sincerely looking for your cooperation.
Most of our products are exported to Europe or Americas, both standard and nonstandard products available. We can produce as per your drawing or sample. Material can be standard or as per your special request. If you choose us, you choose reliable.
Industries We Service
