Hook-Lock Seat Welding

The Hook-Lock Seat Welding is a precision structural weldment for 4.0 m rotary tiller headers, fabricated from Q235B steel with post-assembly H9 pivot bore (±0.052 mm) and ≤0.3 mm latch-face flatness. Key advantages include reliable hook engagement and release under high vibration and impact loads, superior fatigue resistance via full-penetration welding and thermal settling, exceptional corrosion protection (≥480 h salt-spray), direct ISO-pitch compatibility with major platforms, and proven multi-season durability in abrasive, high-cycle field conditions.
Product Specifications
Hook-Lock Seat Welding · EVER-POWER Header Structural Division
| Parameter | Specification | Remarks |
|---|---|---|
| Product Name | Hook-Lock Seat Welding | Header latch anchor assembly |
| Application Platform | 4.0 m Rotary Tiller / Rotavator Header Frame | Hook-lock engagement zone |
| Primary Material | Q235B Cold-Rolled Structural Steel | GB/T 700 certified; yield ≥ 235 MPa |
| Seat Shell Thickness | 6 mm (standard) / 8 mm (reinforced variant) | Reinforced for high-impact latching |
| Welding Standard | GB/T 12467 / AWS D1.1 CO₂ MIG | Full-penetration at load-bearing joints |
| Hook-Seat Bore Tolerance | H9 (max +0.052 mm on Ø25 pivot bore) | CNC-drilled post-assembly, CMM verified |
| Latch Face Flatness | ≤ 0.3 mm over 200 mm reference span | CMM audit before release |
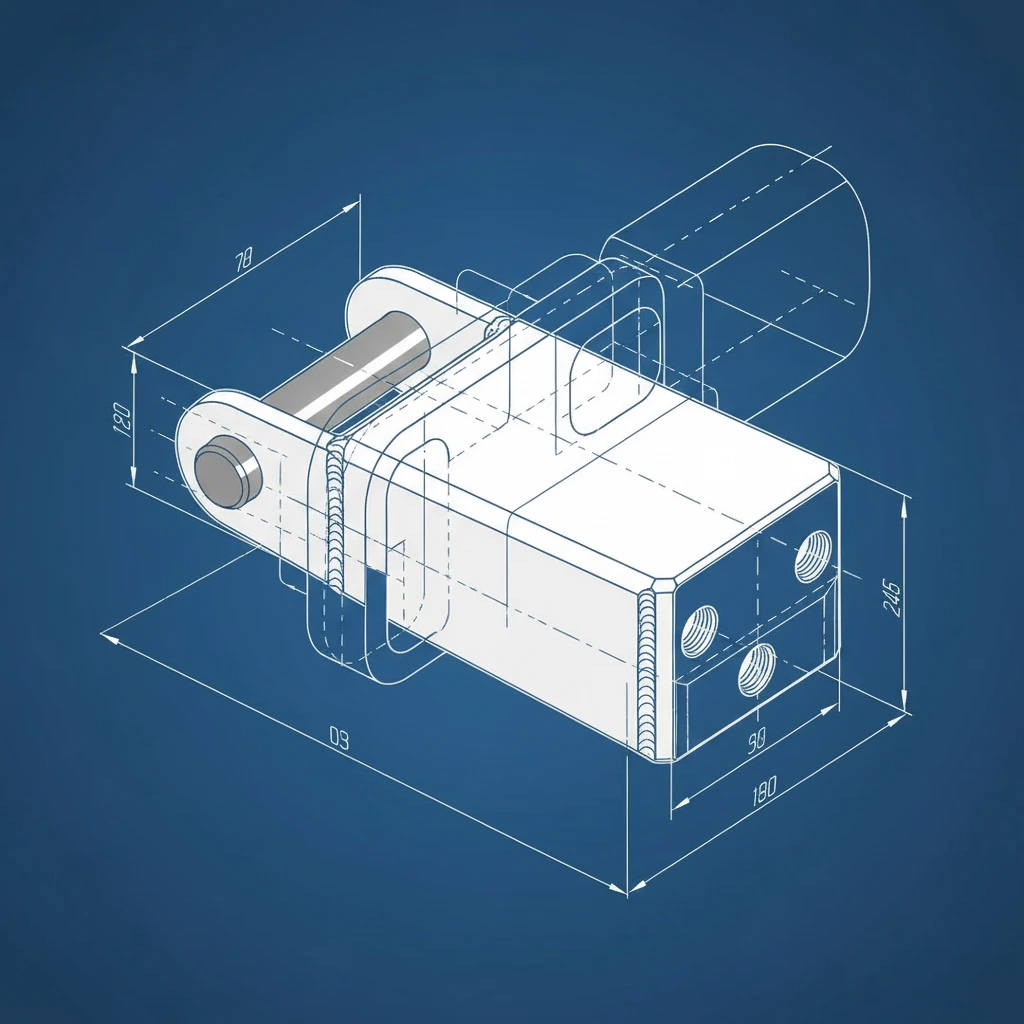
| Overall Dimensions | Approx. 220 × 140 × 90 mm | Standard 4.0 m header variant |
| Net Weight | ≈ 2.6 kg (standard) / ≈ 3.4 kg (reinforced) | Excl. hook pin and fasteners |
| Surface Treatment | Sa 2.5 Shot-Blast + Epoxy Primer + Powder Coat | Salt-spray ≥ 480 h (ISO 9227) |
| Mounting Interface | 3× M10 Grade 10.9 + 1× Ø25 pivot pin | ISO-pitch header frame pattern |
| Standard Colour | Agricultural Red (RAL 3020) / Custom RAL | OEM colour matching from 10 pcs |
| Compatible Platform | 4.0 m S4.0 / S4.0B series header frame | Front-upper latch engagement zone |
| MOQ / Lead Time | 1 piece / 7–14 days ex-works | OEM packing and labelling available |

The Latch Seat as a Safety-Critical Header Component
Every rotary tiller header must complete two competing tasks reliably: it must hold rigid in the working position under the continuous vibration and torque spikes of soil processing, and it must release cleanly and consistently at every headland turn so the operator can lift the header for transport without the latch mechanism jamming under accumulated soil debris and impact-distorted geometry. The Hook-Lock Seat Welding is the welded steel seat body that provides the engagement pocket for the header's primary latch hook — and the quality of this weldment governs how well the header performs at both tasks across its service life. When the seat is correctly fabricated, with its pivot bore concentric, its latch face flat, and its weld joints free of residual stress cracking, the hook seats positively at every engagement and releases without binding across thousands of field cycles. When it is not — through dimensional variance, weld distortion, or coating failure exposing the latch face to corrosion — the header develops the stuck-latch and rattling-engagement problems that operators know as early signs of mechanical deterioration rather than simple maintenance tasks.
As a key header component, the Hook-Lock Seat Welding sits at the intersection of two structural load paths. The first is the static pre-load carried by the latched hook in working position — the compressive force that keeps the header from pivoting around the lower-link connection point when the rotor encounters high-resistance soil. The second is the dynamic shock load when the latch re-engages after a headland lift — a brief impact event that, at 4.0 m header mass and typical headland lowering speed, creates a momentary contact force substantially above the static working load. Both load paths converge at the seat body and its weld joints to the frame structure, which is why a Hook-Lock Seat Welding with incorrect weld penetration or thermally-distorted geometry fails disproportionately faster than its simple appearance would suggest.
EVER-POWER produces this component within a dedicated precision fabrication cell that treats the latch seat as what it is — a safety-related structural part that must meet its dimensional and weld-quality specifications on every unit, not just on sample-inspection units. The H9 pivot bore, the ≤ 0.3 mm latch face flatness, and the 480-hour salt-spray coating are all 100%-verified properties, not nominal targets whose achievement is assumed from process compliance rather than direct measurement.

Engineering Features That Prevent Latch Failure in the Field
The catalogue for Hook-Lock Seat Weldments is populated by parts that look identical in product photographs but produce completely different service intervals in the field. The six design and manufacturing features below each address a specific, documented failure mode from EVER-POWER's returns analysis and distributor service feedback collected over six seasons of commercial supply.
Post-Assembly Pivot Bore Drilling
The Ø25 mm pivot bore that locates the latch hook pin is CNC-drilled after all welding and thermal settling — never before. Pre-weld drilling allows the welding heat cycle to shift the bore from its nominal centre by 0.4–0.9 mm, producing a hook that cams under load rather than seating cleanly. EVER-POWER's post-assembly drilling holds bore centres within ±0.2 mm of nominal on 100% of production units, with CMM verification before any unit advances to the coating stage.
Machined Latch Engagement Face
The primary hook-engagement face is machined flat after welding to ≤ 0.3 mm over the 200 mm reference span. An unflat latch face causes the hook to rock under shock loading during re-engagement, concentrating the impact energy at a single edge rather than distributing it across the designed contact area. This edge loading accelerates both the hook wear and the seat face deformation that eventually prevents positive latch engagement in heavy clay soil conditions.
480-Hour Salt-Spray Coating
Sa 2.5 shot-blast establishes a clean anchor profile. Zinc-rich epoxy primer at ≥ 55 µm DFT provides cathodic protection at damage sites — zinc particles sacrifice before the base steel corrodes. Electrostatic powder topcoat at ≥ 80 µm DFT adds UV and abrasion resistance. The combined system passes 480 hours of neutral salt-spray per ISO 9227 — essential for a latch seat that accumulates soil debris in the hook pocket throughout every working day.
Full-Penetration Weld Joints
All structural weld joints — seat body to mounting plate, seat body to pivot boss, and reinforcing gusset connections — receive full-penetration weld profiles per GB/T 12467. Partial-penetration welds at these joints retain notch-geometry weld roots that become fatigue crack initiation sites under the repetitive shock loading of latch re-engagement cycles. EVER-POWER's PQR prohibits partial-penetration welds at all primary load-path joints in the Hook-Lock Seat Welding assembly.
Precision Welding Fixture
All sub-components are loaded into a purpose-built steel fixture that enforces nominal geometry to ±0.4 mm before any tack weld is placed. A precision mandrel aligned with the pivot boss pre-positions the hook pivot axis relative to the mounting face before the first tack — ensuring the pivot bore's relationship to the frame mounting surface is geometrically correct through the entire weld thermal cycle. Fixture geometry is CMM-verified at the start of each batch.
ISO-Pitch Direct-Fit Pattern
The three M10 mounting holes and the Ø25 pivot pin bore are positioned to the ISO-pitch hook-lock frame standard used across the Kubota, Yanmar, and Dongfeng 4.0 m tiller platforms — covering the vast majority of in-service machines globally in this header class. This direct-replacement geometry eliminates the shimming and re-drilling that would re-introduce positional error into the latch engagement geometry after installation.

Seven-Stage Production Workflow
Seven controlled production stages govern every Hook-Lock Seat Welding at EVER-POWER. The defining discipline — performing the pivot bore CNC drilling after all welding and a mandatory cooling period — is the single step that most directly determines whether the finished seat produces clean hook engagement or the cam-loading that accelerates latch mechanism wear.
① Material Certification and Incoming Batch Check
Q235B plate arrives with GB/T 700 mill test certificates stating chemistry and mechanical properties. EVER-POWER's QC team independently checks carbon content and surface condition before clearing each coil. Because the Hook-Lock Seat Welding carries repeated dynamic impact loads at latch re-engagement, any plate with sub-surface laminations — detectable on ultrasonic scan — is quarantined and returned rather than processed through a concession procedure.
② Fibre-Laser Cutting and Edge Preparation
A 6 kW fibre-laser platform cuts all seat-body blanks, mounting plates, pivot bosses, and gusset reinforcements to ±0.2 mm positional accuracy. After cutting, all edges on load-bearing surfaces — the hook engagement pocket profile, the mounting plate seating face, and the gusset-to-body interfaces — are hand-ground to remove laser dross, micro-notches, and hardened re-cast zones. These edge features are the primary fatigue crack initiation sites under the cyclic impact loading of latch re-engagement cycles.
③ Fixture Jigging with Pivot Mandrel Alignment
All blanks are loaded into the purpose-built steel fixture and clamped against precision locating stops. A hardened mandrel is inserted through the pivot boss before the first tack weld is placed — aligning the pivot axis relative to the mounting plate face before any welding heat is introduced. This mandrel alignment step ensures the pivot bore's geometric relationship to the mounting surface is correct through the entire thermal cycle, not just at the start of assembly.
④ Full-Penetration CO₂ MIG Welding
Qualified welders complete all structural welds using CO₂-shielded MIG at parameters from the pre-qualified PQR. Seat-body-to-mounting-plate joints and pivot-boss-to-seat-body joints receive full-penetration profiles — the joints that carry the dynamic latch impact load and cannot be allowed to retain internal weld-root notches. A back-step weld sequence minimises thermal distortion of the pivot boss axis and the mounting plate face flatness.
⑤ Minimum 4-Hour Cooling and Dimensional Settling
After final welding, every assembly is held at ambient temperature for a minimum of 4 hours before any machining begins. This settling period allows all weld-shrinkage movement to complete before the CNC operation is performed on a dimensionally stable assembly. Cost-driven fabricators omit this wait period — the result is pivot bore positions that drift after machining, producing a latch-engagement geometry that was within tolerance at the machining centre but is out of tolerance by the time the seat reaches the customer's workshop.
⑥ CNC Drilling — Pivot Bore, Latch Face and Mounting Holes
The cooled assembly is fixtured on a CNC machining centre with a reference datum established on the mounting plate face. All critical features — Ø25 mm pivot bore to H9, latch engagement face to ≤ 0.3 mm flatness, M10 bolt-hole spot-faces — are cut from this single datum to eliminate accumulated positional error. Pivot bore diameter is checked with a calibrated air gauge after boring, and bore-centre position is CMM-verified before the assembly advances to the coating stage.
⑦ Blast Cleaning, Three-Stage Coating and CMM Final Audit
Machined bores and faces are masked. The exterior is Sa 2.5 shot-blasted, zinc-rich epoxy primer applied at ≥ 55 µm DFT, and electrostatic powder topcoat applied at ≥ 80 µm DFT and cured at 185 °C. Film-thickness is checked at six positions per part — any reading below specification triggers rework. Final CMM measurement at 8 critical dimensions is performed before acceptance; accepted units receive bore protector caps, VCI wrap, and foam-lined cardboard packing with the CMM report included in the shipping documentation.
Material Specification and Selection Logic
Three material and metallurgical decisions govern the Hook-Lock Seat Welding's performance across its service life. Each reflects the specific failure mode the material choice prevents rather than a generic structural steel specification applied without reference to the part's actual loading environment.
Q235B Steel — Seat Body and Mounting Plate
Q235B is specified for the latch seat for its low distortion in welding thin-to-medium sections, not for its strength margin. The hook-lock seat's loading is dominated by impact dynamics, not static stress — and the fatigue-crack resistance at weld toes under repeated impact loading is more sensitive to residual welding stresses and geometric distortion than to the base plate yield strength. Q235B's low carbon equivalent (CE ≤ 0.38%) minimises both weld distortion and HAZ brittleness, directly supporting the dimensional tolerances that determine latch engagement quality.
ER49-1 Wire — Deposited Weld Metal
ER49-1 (AWS ER70S-3 equivalent) is selected for its lower silicon content compared to the more common ER50-6, which reduces weld spatter on the latch engagement face and pivot boss vicinity. Spatter deposits on these precision surfaces require manual grinding before CNC machining — any spatter that escapes the grind-down step becomes a high spot that compromises the ≤ 0.3 mm flatness requirement on the engagement face. Lower-spatter wire reduces this rework burden substantially while maintaining deposited tensile strength ≥ 490 MPa and Charpy impact toughness ≥ 47 J at −20 °C.
Zinc-Rich Primer — Active Corrosion Protection
At ≥ 55 µm DFT, the zinc-rich epoxy primer provides cathodic protection at coating damage sites where soil abrasion has breached the topcoat — the zinc particles sacrifice sacrificially before the base steel corrodes. The hook pocket interior, which accumulates damp soil debris at every headland turn, is the most corrosion-active surface on this component. Without cathodic zinc protection, corrosion pitting in the hook pocket interior changes the engagement geometry within a single season in coastal paddy or saline-soil environments.
Related Components and Interfacing Parts
The Hook-Lock Seat Welding interfaces directly with the latch hook, the pivot pin, the header frame structure, and the release mechanism. When the seat is being replaced, each of the components listed below should be inspected and renewed as appropriate — fitting a new seat with worn interfacing parts produces a latch mechanism that fails faster than the original installation.
Machine Compatibility and Fitment Reference
The Hook-Lock Seat Welding's M10 bolt pattern and Ø25 pivot pin bore centre are dimensioned to the ISO-pitch hook-lock frame standard used on the major 4.0 m rotary tiller platforms. For machines not listed below, email the frame drawing or OEM part number to [email protected] for a free dimensional pre-check within one business day.
| Brand / Platform | Header Width | Status | Notes |
|---|---|---|---|
| Kubota KRL-400 / KRL-400B | 4.0 m | DIRECT FIT | Confirmed 2018–2024 production |
| Yanmar RS400 / RA400 | 4.0 m | DIRECT FIT | Confirm pivot pin diameter before order |
| Dongfeng DF-400 Series | 4.0 m | DIRECT FIT | Standard GB bolt pattern |
| Maschio Gaspardo DH 4000 | 4.0 m | MINOR ADAPT. | Pivot depth varies ±4 mm; send drawing |
| Landini / AGCO 4.0 m Header | 4.0 m | CONFIRM DIMS | Submit frame drawing for free pre-check |
| Generic ISO 4.0 m Frame | 4.0 m | SEND DRAWING | Free check; 1-day response |
Step-by-Step Field Replacement Procedure
Replacing the hook-lock seat on a 4.0 m rotary tiller header is a straightforward workshop task that a competent farm mechanic can complete in under two hours with standard hand tools. The sequence below reflects best practice gathered from EVER-POWER distributor service feedback across China, India, and Southern Europe.
Safety Shut-Down and Header Lower
Disengage PTO, shut off engine, remove key, and lower the header fully to the ground before working near the latch zone. The latch hook retains spring tension even when the header is stationary — do not release the latch with the header raised. Tag the PTO lever before beginning disassembly.
Remove Hook and Pivot Pin
Compress or unhook the release spring before withdrawing the pivot pin retaining clips. Slide out the pivot pin using a pin punch — do not drive forcefully as this risks distorting the pivot boss on the seat. Inspect the pivot pin diameter with a micrometer and record the measurement before deciding whether to reuse or replace it.
Remove Old Seat and Inspect Frame Face
Remove the three M10 mounting bolts. If bolts are seized by rust, apply penetrating fluid and allow 15 minutes — do not force Grade 10.9 bolts as head shearing significantly extends repair time. After removing the old seat, clean the frame rail mounting face and check it with a straight-edge. Dress any high spots above 0.3 mm before proceeding.
Inspect Hook Body Before Reusing
Examine the hook engagement profile for impact deformation — a notched or bent hook profile will not seat cleanly in a new seat and must be replaced regardless of its apparent integrity. Measure the hook pivot bore for ovality with an internal gauge; ovality ≥ 0.1 mm at the pivot bore warrants hook replacement to prevent rattle in the new seat from day one.
Install New Seat and Torque Bolts
Engage all three M10 bolts finger-tight before introducing any torque. Torque in a diagonal sequence in three stages to 55 N·m (M10 Grade 10.9, lightly oiled threads). Confirm the seat mounting face is flush with the frame before final torque — rock it gently to detect any remaining high spot requiring additional dressing before final tightening.
Refit Hook, Spring and Verify Engagement
Install a new pivot pin with fresh retaining clips and a new release spring. Pack the pivot pin grease nipple with NLGI #2 grease before assembly. Manually cycle the latch through ten full engagement-and-release cycles to verify clean engagement without cam-loading and clean release without binding before returning the header to field operation.
Industry Applications and Deployment Scenarios
The hook-and-seat latch architecture used on the 4.0 m rotary tiller header is structurally analogous to the latch systems used on several other categories of front-mounted, PTO-driven agricultural and civil machinery — extending the Hook-Lock Seat Welding's application range well beyond primary tillage.
Maintenance Schedule and Latch Condition Monitoring
The hook-lock seat's maintenance programme has two tracks: the pivot-pin lubrication schedule that follows operating-hour intervals, and the pocket-wear and coating-condition monitoring programme that tracks the onset of the two failure modes most common in field returns — hook-pocket deformation from repeated impact loading and coating failure exposing the pocket interior to corrosion. Both tracks are needed to catch problems before they develop into stuck-latch or dropped-implement events.
Every 50 h
- Pump 2–3 strokes of NLGI #2 grease through the pivot pin nipple — the pivot pin turns in its bore at every headland turn and requires continuous lubrication
- Wipe soil debris from the hook pocket interior after each field day — accumulated damp soil accelerates pocket corrosion and changes hook engagement depth
- Check all three M10 mounting bolts for seating — feel for lateral play under hand pressure
- Listen for hook rattle during the first engagement cycle after each start-up — early rattle indicates pivot pin wear before visual inspection detects it
Every 200 h
- Remove pivot pin and measure its diameter with a micrometer — replace when worn below h8 minimum diameter
- Re-torque all M10 mounting bolts to 55 N·m after initial settling period
- Inspect hook pocket interior with a torch for corrosion pitting — pitting ≥ 0.3 mm depth requires pocket-face repair or seat replacement before it changes engagement geometry
- Measure hook pocket engagement depth with a depth gauge; wear beyond 1.0 mm from nominal depth changes hook engagement load distribution and accelerates further wear
End of Season
- Remove pivot pin completely; wash and dry the pivot bore and pin channel; re-grease before reassembly
- Inspect seat weld toes — particularly at the pivot boss-to-seat-body junction — for fatigue cracking under magnification
- Measure pocket profile with a radius gauge and compare to new-part reference — wear beyond the replacement threshold warrants seat replacement before next season
- Touch-up all bare-metal patches on the exterior and pocket interior with cold zinc spray, then apply a thin rust-inhibitor film before winter storage
Mandatory Replacement Trigger — Pocket Wear Depth Beyond 1.5 mm:
Once hook-pocket wear depth exceeds 1.5 mm from the nominal profile, the hook no longer seats at its designed engagement angle. The resulting shallow engagement allows the hook to bounce free from the pocket under severe rotor vibration — the condition that produces a dropped header. Do not attempt to restore the pocket profile by welding build-up in the field: weld build-up introduces residual stresses in the pocket wall that dramatically accelerate re-cracking under impact loading. Replace the seat assembly and inspect the hook body for complementary wear before refitting.
Market Pricing and Five-Year Value Analysis
The latch seat aftermarket contains a narrow unit price band across tiers, which makes unit price a particularly misleading value indicator because the downstream hook wear and latch mechanism replacement costs driven by seat-pocket quality variation far exceed the price difference between tiers. The five-season analysis below uses 300 operating hours per season and includes the hook body and spring replacement costs attributable to seat-pocket geometry quality.
| Supply Tier | Unit Price (USD) | Seat Life (Seasons) | Hook Replacements / 5 Yr | 5-Year TCO (USD) |
|---|---|---|---|---|
| OEM Factory Part Authorised dealer channel |
$48 – $72 | 4 – 6 | 2 – 3 | $110 – $190 |
| Premium Aftermarket Established brand, CNC-drilled |
$26 – $42 | 3 – 5 | 3 – 4 | $95 – $160 |
| EVER-POWER ★ Recommended Factory-direct, CMM-verified, 480 h coating |
$18 – $30 | 4 – 6 | 2 – 3 | $70 – $120 |
| Generic / No-CMM Verification No material cert., manual drilling |
$6 – $14 | 0.5 – 1.5 | 5 – 8 | $150 – $280 |
Prices are indicative ex-works; exclude freight and import duties. TCO includes seat cost plus hook body and spring replacement costs attributable to seat-pocket quality differences. Contact [email protected] for current volume pricing.
Sustainability, Compliance and Key Export Markets
EVER-POWER supplies the Hook-Lock Seat Welding to distributors and OEM customers across more than 20 countries. Each major export market carries regulatory and documentation requirements that EVER-POWER's compliance infrastructure addresses proactively — enabling distributors to satisfy programme requirements without sourcing additional third-party documentation.
China — Largest Market
China's domestic 4.0 m rotary tiller aftermarket is the world's largest by unit volume. EVER-POWER materials are procured against GB/T 700 mill certificates. The ISO 9001:2015 facility satisfies China's agricultural machinery purchase subsidy programme documentation requirements. Laser-cutting steel scrap is 100% recycled through contracted mills, and the powder coating line uses zero-VOC formulations compliant with China's GB 30981 industrial coating emission standard.
European Union — CE Directive
EU Machinery Directive 2006/42/EC requires safety-related latch components of powered agricultural machinery to meet minimum design standards. EVER-POWER supplies welding PQR documentation, GB/T 700 material declarations, and CMM dimensional reports suitable for CE technical file preparation. Italy, France, and Germany are the three largest EU buyers. The coating system complies with EU REACH Regulation 1907/2006 — no SVHC substances are present in primer or topcoat formulations.
India, Vietnam and Bangladesh
South and Southeast Asia represent the fastest-growing export segment, driven by mechanisation programmes expanding large-format tiller deployment into paddy regions. BIS (India) and TCVN (Vietnam) import documentation requirements for HS Code 8432.80 are bundled into EVER-POWER's standard export package. EVER-POWER's distributor network in Punjab maintains local stock to serve the intensive spring and post-monsoon tiller maintenance calendar.
Environmental Position
The seat's 4–6 season service life reduces material consumption per unit of agricultural output compared to generic alternatives requiring replacement every 1–2 seasons. Shot-blast wastewater processes through a closed sediment-filter loop meeting China GB 8978 standard. The part contains no deliberate heavy-metal additions subject to EU RoHS Directive 2011/65/EU — all coating, weld wire, and base steel materials are compliant with current RoHS restrictions.
EVER-POWER vs. Market Alternatives
For a safety-related latch component like the Hook-Lock Seat Welding, the measurable specifications below are the ones that determine real-world latch reliability across thousands of engagement cycles in field service — and the ones where EVER-POWER's manufacturing discipline produces advantages that cost-competitive alternatives cannot replicate without adding the same production steps.
| Criterion | OEM Brand | Generic Aftermarket | EVER-POWER |
|---|---|---|---|
| Pivot Bore Tolerance | H9 typical | Uncontrolled | H9, post-assembly, CMM 100% |
| Latch Face Flatness | ≤ 0.3 mm typical | 0.5 – 1.5 mm common | ≤ 0.3 mm, CMM verified |
| Post-Weld Bore Drilling | Yes | Often pre-weld | Always post-weld + 4 h settle |
| Material Certificate | Proprietary | Rarely available | GB/T 700 per batch |
| Weld Penetration | Full-penetration | Fillet / partial | Full-penetration, PQR-defined |
| Corrosion System | Powder coat | Single coat paint | Zn primer + powder ≥ 480 h SST |
| CMM Report per Unit | On request | No | Standard with shipment |
Customer Success Cases and Field Performance Data
Three field cases drawn from distributor reports over the 2021–2024 operating seasons illustrate the latch engagement reliability, corrosion resistance, and operating cost impact of the EVER-POWER Hook-Lock Seat Welding in distinct operational environments.
Frequently Asked Questions
Technical and procurement guidance for the Hook-Lock Seat Welding. For dimensional pre-checks or engineering queries, contact [email protected].
Quality Documentation Available
Mill test certs · Welding PQR · CMM inspection reports · Salt-spray test certificates — available per production batch on request.







We promise will offer the best price by the high quality in china! We also accept special order about the products. If you are interested in our products. Please do not hesitate to let us know.We are pleased to give you the detailed information.We promise that our products would be safety and were in high quality and reasonable price. If you are interested in our products, please contact us asap.We are sincerely looking for your cooperation.
Most of our products are exported to Europe or Americas, both standard and nonstandard products available. We can produce as per your drawing or sample. Material can be standard or as per your special request. If you choose us, you choose reliable.
Industries We Service
