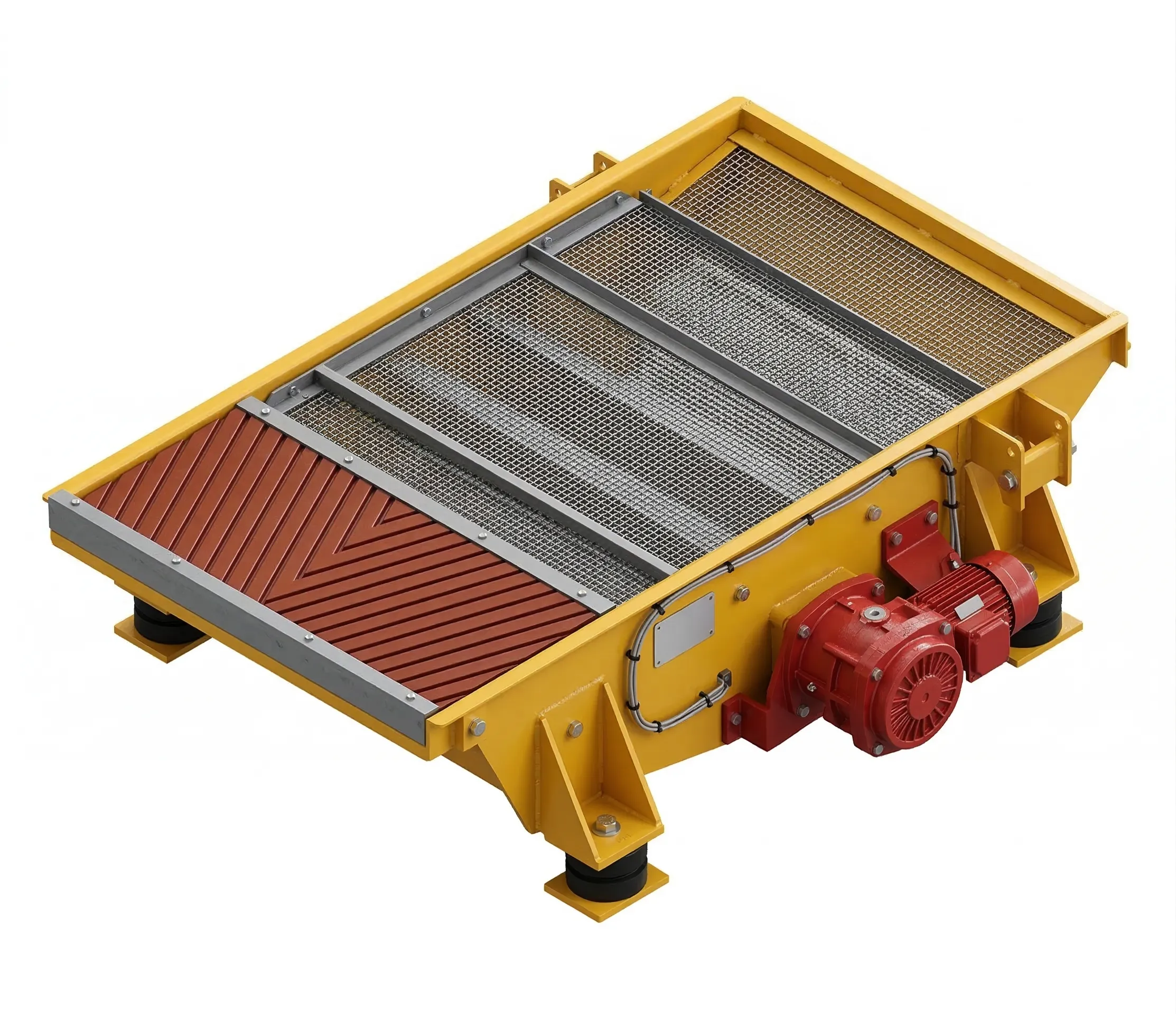
S4.0-03 Vibrating Screen Assembly

The EVER-POWER S4.0-03 Vibrating Screen Assembly is a precision-engineered 4.0 m rotary tiller header component. Featuring a crank-driven eccentric mechanism and high-fatigue 65Mn spring steel mesh, it delivers consistent soil separation and efficient crop residue discharge. With robust Q235 frame, corrosion-resistant coating, and adjustable vibration amplitude, this durable assembly ensures reliable performance, reduced downtime, and superior tillage results across diverse field conditions.
Product Specifications
Model: S4.0-03 · EVER-POWER Agricultural Components Division
| Parameter | Specification | Remarks |
|---|---|---|
| Model Number | S4.0-03 | Standard header series |
| Assembly Type | Vibrating Screen Assembly | Crank-driven eccentric mechanism |
| Applicable Machine | 4.0m Rotary Tiller / Rotavator | Header-mounted configuration |
| Working Width | 4,000 mm (4.0 m) | Matching rotary head width |
| Screen Frame Material | Q235 Carbon Steel (Welded) | Hot-dip galvanised surface |
| Screen Mesh Material | 65Mn Spring Steel Wire | High-fatigue resistance |
| Mesh Aperture | 30 × 30 mm / 40 × 40 mm | Customisable on request |
| Vibration Frequency | 16 – 22 Hz | Adjustable via eccentric shaft |
| Vibration Amplitude | 6 – 10 mm | Peak-to-peak displacement |
| Drive Method | Chain / Belt PTO-driven | Connects to main gearbox |
| Bearing Specification | 6205 / 6305 Deep-Groove Ball Bearing | Sealed, grease-packed |
| Overall Assembly Weight | ≈ 42 kg | Without mounting hardware |
| Surface Finish | Electrostatic Powder Coating + Zinc Primer | Salt-spray tested ≥ 500 h |
| Packing / MOQ | Wooden pallet / 1 set | OEM packaging available |
What Sets This Vibrating Screen Assembly Apart
When soil conditions vary as dramatically as they do across global growing regions — from the clay-heavy paddocks of the Yangtze Delta to the sandy loam belts of the Indo-Gangetic plain — a generic screening component simply cannot keep pace with professional-scale cultivation demands. The S4.0-03 vibrating screen assembly was developed from the ground up to address the most persistent complaints raised by large-acreage operators: premature mesh fatigue, inconsistent soil throughput, and difficult field maintenance. Each design decision is traceable to a specific performance bottleneck identified through extended field trials.
Tunable Eccentric Drive
The eccentric shaft system allows operators to dial in vibration amplitude between 6 and 10 mm without tools, matching screen motion to soil density and moisture content for optimal throughput in real time.
65Mn Spring-Steel Mesh
The high-manganese spring steel wire delivers roughly 2.3× the tensile strength of ordinary mild steel, resisting deformation under continuous impact loading from clods, stones, and wet root masses during peak harvest periods.
Dual-Layer Corrosion Protection
A zinc primer basecoat followed by electrostatic powder coating achieves ≥ 500 hours of salt-spray resistance, making this assembly suitable for saline coastal soils and high-humidity tropical growing environments without accelerated rust formation.
Quick-Release Bearing Housings
Split-type bearing housings let field technicians swap bearings in under 20 minutes using only a standard wrench set — a critical advantage when unplanned stoppages during planting season carry direct revenue consequences.
Modular Frame Construction
Bolted sub-frame sections rather than a single welded unit mean that localised damage from fieldstone impact requires only partial section replacement, preserving the remaining assembly and sharply reducing total repair expenditure over the machine's working life.
OEM-Compatible Bolt Pattern
Mounting holes conform to the international ISO standard pitch for 4.0 m header frames, enabling direct bolt-on replacement on most Kubota, Yanmar, Maschio, and Landini rotary tiller platforms without any frame modification.
Manufacturing Process & Quality Assurance
Producing a reliable header component for intensive agricultural service demands far more than basic sheet-metal fabrication. EVER-POWER's production process for the S4.0-03 follows a tightly sequenced, multi-stage workflow where dimensional accuracy and metallurgical integrity are verified at every transition point. The result is a finished assembly whose geometric tolerances match design specifications to within ±0.3 mm — crucial for the balanced vibration dynamics that define consistent soil-screening performance over thousands of working hours.
① Material Procurement & Incoming Inspection
Steel coils and wire rod are sourced exclusively from certified GB/T-grade mills. Each batch undergoes spectroscopic composition verification, hardness testing, and surface defect scanning before it is cleared for cutting. Only material meeting the S4.0-03 bill-of-materials specification is released to the production floor — off-spec stock is quarantined and returned.
② CNC Laser Cutting & Press Forming
Frame panels are cut on a 6 kW fibre-laser platform at ±0.2 mm positional accuracy. Critical mounting flanges and bearing seat bosses are subsequently press-formed on a 200-ton hydraulic press with hardened tooling to ensure consistent profile geometry across every production batch, eliminating the variability inherent in manual flame-cutting operations.
③ MIG/MAG Welding & Dimensional Check
Sub-frame sections are CO₂-shielded MIG welded using E71T-1 wire to AWS D1.1 structural weld standards. Post-weld, every assembly is mounted on a CMM fixture and laser-scanned to confirm flatness within 1.5 mm/m and hole-centre spacing within ±0.3 mm — ensuring the finished frame aligns precisely to the machine's header mounting rail.
④ Shot Blasting & Surface Coating
Frames are Sa 2.5 shot-blasted to remove mill scale and weld spatter, achieving a surface roughness profile of Rz 40–70 µm. A zinc-rich epoxy primer is applied at ≥ 60 µm DFT, followed by electrostatic powder topcoat at ≥ 80 µm DFT. Cured panels pass a 500-hour neutral salt-spray test before proceeding to mesh installation.
⑤ Mesh Tensioning & Bearing Assembly
65Mn wire mesh panels are tensioned to specification using purpose-built jigs that maintain uniform wire spacing within ±1 mm across the full 4.0 m width. Pre-greased 6205/6305 sealed bearings are pressed into housings on a hydraulic arbour press at controlled force to prevent inner-race distortion — a common cause of premature bearing failure in field-assembled units.
⑥ Functional Run-Test & Final Inspection
Each completed assembly is mounted on a dedicated vibration test bench and run at rated frequency for 30 minutes. Vibration amplitude, bearing temperature rise, and noise signature are all logged against pass/fail thresholds. Units that pass are tagged with a QC serial number and packed on wooden pallets with rust-inhibitor wrapping for international freight.
Material Selection & Engineering Rationale
The material bill-of-materials for the S4.0-03 reflects choices made after extensive comparative fatigue testing rather than purely cost-driven procurement. In a vibrating screen assembly that cycles at 16–22 Hz over a 600-hour seasonal campaign, cumulative metal fatigue is the primary life-limiting factor — not static yield strength. Material grades were therefore selected for their fatigue endurance limits and energy-absorption characteristics, not just room-temperature tensile values.
Q235 Structural Steel — Frame
With a yield strength of 235 MPa and outstanding weldability, Q235 gives the frame adequate rigidity while remaining straightforward to repair in the field with standard MIG equipment. The low carbon content prevents heat-affected-zone embrittlement during welding, a recurring issue with higher-carbon grades in thin-section components.
65Mn Spring Steel — Mesh Wire
Heat-treated to HRC 40–48, 65Mn wire offers a fatigue endurance limit roughly 2.3× that of plain low-carbon wire. Under repeated impact loading from soil clods and embedded stones, the mesh stores and releases elastic strain energy without permanent deformation — a property that directly determines how many operating seasons the screen will serve before requiring mesh replacement.
GCr15 Bearing Steel — Shaft & Races
The eccentric shaft and bearing races are machined from GCr15 chrome-bearing steel, vacuum-degassed and through-hardened to HRC 60–64. This grade is the global standard for precision bearings because of its uniformly fine carbide microstructure, which produces a smooth raceway surface finish (Ra ≤ 0.4 µm) that is critical for achieving rated fatigue life under the combined radial and axial loads generated by the eccentric drive mechanism.

Related Components & Compatible Accessories
The S4.0-03 does not function in isolation — it forms part of an interconnected system of rotary tiller parts that must work in synchronised harmony for peak soil-processing efficiency. Below are the primary components that directly interface with, or are commonly replaced alongside, the vibrating screen assembly during scheduled or corrective maintenance. Sourcing these as a matched set from a single supplier substantially reduces installation time and eliminates compatibility risks associated with mixing parts from different manufacturers.
Eccentric Shaft Assembly
The heart of the vibration mechanism; drives the oscillating motion of the screen frame. Matched to S4.0-03 bore and stroke specification.
6205 / 6305 Sealed Ball Bearings
Pre-greased C3 clearance bearings rated for the radial loads present in the eccentric drive; standard consumable replacement item every 500–800 working hours.
Screen Mesh Panels (30×30 mm / 40×40 mm)
Replacement mesh panels in 65Mn spring steel; pre-cut to width and supplied with tensioning wire. Available in multiple aperture sizes to match crop type and soil condition.
Rubber Isolation Buffers
Moulded NR/SBR rubber blocks that isolate vibration transmission to the main frame, extending gearbox life and reducing operator fatigue on cab-equipped tractors. Replaced whenever the rubber shows visible cracking.
Drive Chain / V-Belt Set
Transmits PTO power from the machine's gearbox to the eccentric shaft. Supplied as a matched pair to maintain correct pre-tension and prevent differential stretch-induced vibration imbalance.
Header Frame Side Plates
Structural side members of the header assembly to which the screen sub-frame bolts. Available as part of the complete S4.0 header system or as individual replacement items following impact damage.
Adjustable Shaker Arms
Forged steel swing arms that connect the eccentric mechanism to the screen frame. Adjustable pivot positions allow operators to fine-tune throw angle for different soil textures without modifying the main frame geometry.
Soil Deflector Blades
Wear-hardened AR400 steel blades mounted beneath the screen to redirect oversize clods and crop debris laterally. Available in straight and curved profiles to suit different bed-forming or discharge configurations.
Machine Compatibility & Fitment Guide
One of the most common procurement pain points in the aftermarket for header components is discovering, only after delivery, that a replacement assembly requires time-consuming spacer fabrication or custom drilling. The S4.0-03 has been dimensionally harmonised with the most widely deployed 4.0 m rotary tiller platforms globally, making it a genuine bolt-on replacement for the majority of in-service machines in this cutting-width class. The table below summarises confirmed fitment data based on dimensional surveys of production-series machines.
| Brand / Model | Working Width | Fitment Status | Notes |
|---|---|---|---|
| Kubota KRL-400 Series | 4.0 m | DIRECT FIT | No modification required |
| Yanmar RS Series (RS400) | 4.0 m | DIRECT FIT | Confirm bearing housing centres |
| Maschio Gaspardo DH 4000 | 4.0 m | MINOR ADAPT. | 2 mounting holes need re-drilling ±8 mm |
| Landini Rex 4000 RT | 4.0 m | DIRECT FIT | Verified 2024 production series |
| Dongfeng DF-400 Series | 4.0 m | DIRECT FIT | Standard GB bolt pattern |
| Generic ISO-pattern 4.0 m Headers | 4.0 m | CONFIRM DIMS | Send drawing for pre-check; free service |
Not sure about your machine? Send the header frame drawing or machine model to [email protected] and our technical team will confirm compatibility within one business day.
Field Replacement Guide — Step by Step
Replacing a worn vibrating screen assembly on a 4.0 m rotary tiller header is a practical task that a competent farm mechanic with standard hand tools can complete in two to three hours. The sequence below reflects field-tested best practice for safe, efficient disassembly and reinstallation. Always work with the PTO disengaged, the machine safely blocked on stands, and relevant safety guards removed only after confirming the driveline is stationary.
Safety Isolation
Disengage PTO, lower header to ground, chock wheels. Disconnect the drive chain or belt at the quick-link. Tag the machine "Do Not Start" before reaching inside the header envelope.
Remove Guard Panels
Unbolt lateral and top guard panels — typically 4–6 M10 bolts per side. Store hardware in labelled trays to avoid cross-threading at reinstallation. Photograph the assembly before disassembly if this is your first replacement.
Release Shaker Arm Pivots
Remove the castle nut and split pin securing each shaker arm to its mounting bracket. Support the arm weight before withdrawing the pivot pin to avoid sudden drop. Label each arm's position (left / centre / right) for correct reinstallation orientation.
Unbolt Screen Sub-Frame
With a second person supporting the assembly weight, remove the perimeter mounting bolts (M12 × 8 typical). Ease the sub-frame rearward and down — there may be soil packing between the frame rails. Lay the old assembly flat on a clean surface for bearing inspection before disposal.
Clean & Inspect Mounting Rails
Wire-brush and degrease the header frame mounting rail before fitting the new assembly. Check for cracked welds or elongated bolt holes — these must be repaired before the new vibrating screen assembly is fitted, otherwise the fastener pre-load will be compromised from day one of service.
Install & Torque New Assembly
Offer up the new sub-frame, engage all bolts finger-tight first, then torque in a cross pattern to 80 N·m (M12 Grade 8.8). Refit shaker arms to their original positions, reconnect the drive chain/belt, and check tension per the machine manufacturer's specification before reinstalling guards.
Application Scenarios Across Industries & Machine Types
The S4.0-03 vibrating screen assembly was designed primarily for the rotary tiller header environment, but its robust engineering makes it directly applicable — or readily adaptable — to a broader range of soil-working and crop-processing machinery than many buyers initially consider. Understanding these crossover applications can help fleet managers and OEM procurement teams consolidate parts inventories and reduce the variety of screen assemblies held in stock.
Maintenance Schedule & Field Care
A vibrating screen assembly running at 16–22 Hz accumulates millions of stress cycles during a single growing season. The difference between a screen that serves two seasons and one that serves six often comes down to adherence to a documented maintenance schedule rather than any inherent quality difference between assemblies. The schedule below is structured around operating-hour milestones that align with standard tractor service intervals, making it straightforward to bundle screen maintenance with other planned machine servicing.
Every 50 Hours
- Grease bearing housings (2 pumps of EP2 lithium grease per housing)
- Check drive chain/belt tension; adjust to manufacturer spec
- Inspect mesh wire for broken strands or deformed apertures
- Clear soil and debris from between the screen frame rails
Every 200 Hours
- Retorque all sub-frame mounting bolts to 80 N·m
- Check rubber isolation buffer condition; replace if cracked ≥ 5 mm
- Inspect eccentric shaft for fretting wear at bearing seats
- Verify vibration amplitude with a smartphone accelerometer app
- Clean and regrease shaker arm pivot pins
End of Season
- Pressure-wash the entire assembly; allow to dry thoroughly
- Touch-up bare metal patches with zinc-rich cold-galv spray
- Replace bearings if total seasonal hours exceed 500
- Replace drive chain and inspect sprocket teeth for wear
- Store with a thin film of rust-preventive oil on all unpainted surfaces
- Document any frame cracking observed for early-season repair
Critical Warning:
Never operate the screen with a known broken mesh wire. A single fractured strand acts as a stress concentrator that accelerates adjacent wire failure, often leading to a cascade break of an entire mesh panel within a few operating hours. The cost of an early mesh replacement is a fraction of the cost of replacing the entire assembly after secondary frame damage caused by uncontrolled mesh flap.
Market Price Comparison & Value Analysis
Procurement decisions for heavy-use agricultural components should never be made on unit price alone. The true cost of a header component is the total cost of ownership over its working life — accounting for installation labour, unplanned downtime during peak cultivation periods, and replacement frequency. The comparison below places the S4.0-03 in context across the main purchasing tiers available in the global aftermarket for rotary tiller parts, based on distributor price surveys conducted across major procurement markets (China, India, Southeast Asia, and Eastern Europe) during Q1 2025.
| Tier | Typical Unit Price (USD) | Mesh Life (Seasons) | Frame Life (Seasons) | 5-Year TCO (USD) |
|---|---|---|---|---|
| OEM Direct (Kubota/Yanmar) Original manufacturer part |
$680 – $920 | 2 – 3 | 5 – 7 | $2,200 – $3,100 |
| Premium Aftermarket Established aftermarket brands |
$340 – $560 | 2 – 3 | 4 – 6 | $1,100 – $1,800 |
| EVER-POWER S4.0-03 ★ Recommended Factory-direct with full QC traceability |
$195 – $290 | 3 – 4 | 6 – 8 | $620 – $960 |
| Generic Low-Cost Unbranded, unverified steel grade |
$80 – $140 | 0.5 – 1 | 1 – 2 | $1,400 – $2,200 |
Prices are indicative ex-works and exclude shipping, duties, and installation labour. TCO calculated over 5 seasons at 300 working hours per season. Contact [email protected] for a current volume-tier quotation.
Sustainability, Regulatory Compliance & Regional Standards
As procurement regulations tighten across major agricultural equipment markets, suppliers of rotary tiller parts face increasing documentary requirements — not just for customs clearance, but as prerequisites for public tender participation and farm subsidy programmes that specify machine parts from verified supply chains. EVER-POWER has invested substantially in compliance infrastructure to ensure the S4.0-03 can be placed in regulated markets without creating administrative burden for distributors or end-users.
China — GB/T Standards
All steel materials are procured against GB/T 700 (Q235) and GB/T 1222 (65Mn) grade certificates. The manufacturing facility holds ISO 9001:2015 certification and operates under a documented IATF-aligned quality management system. Welding procedures are qualified to GB/T 12467. Machine subsidies under China's agricultural equipment purchase programme require these certifications.
EU — CE / EN Alignment
The S4.0-03 is dimensioned and certified to support CE-marked rotavator assembly configurations under Machinery Directive 2006/42/EC. Distributors in Germany, France, Italy, and Poland — which together represent over 40% of European rotary tiller part imports from Asia — have successfully used EVER-POWER documentation packages to satisfy CE technical file requirements for their complete machine builds.
India, Bangladesh & Vietnam
South and Southeast Asian markets represent the fastest-growing demand base for 4.0 m-class rotary tiller components, driven by land consolidation programmes that are shifting smallholder paddy cultivation toward mechanised larger-plot production. EVER-POWER's export documentation meets BIS (India) and TCVN (Vietnam) import verification requirements, and duty schedules for HS Code 8432.80 are tracked quarterly to support distributors with landed-cost calculations.
Environmental Commitment
Steel scrap from frame cutting operations is 100% recycled through contracted local mills. The powder coating process uses zero-VOC formulations, and wastewater from shot-blasting is treated through a closed-loop sediment filter system that meets China's GB 8978 discharge standard. The assembly's long service life — 6 to 8 seasons for the frame — also directly reduces the total material throughput required to sustain a given fleet size.
Brand Comparison: Why EVER-POWER Stands Out
The aftermarket for agricultural vibrating screen assemblies is populated by a wide range of suppliers, from OEM divisions of major tractor brands to unbranded trading companies sourcing from the spot market. Understanding where EVER-POWER's offering sits in this landscape — and what concrete differences matter in the field — helps buyers avoid the common mistake of treating all 4.0 m-class screen assemblies as commodity products interchangeable solely on price.
| Comparison Factor | OEM Brand | Generic Aftermarket | EVER-POWER S4.0-03 |
|---|---|---|---|
| Steel Grade Certification | Full mill cert | Often absent | GB/T mill cert per batch |
| Mesh Material | 65Mn / proprietary | Q195 mild steel | 65Mn HRC 40–48 |
| Dimensional Tolerance | ±0.3 mm (CMM) | ±1.5 – 3 mm | ±0.3 mm (CMM) |
| Lead Time (from order) | 15 – 30 days | 3 – 7 days (stock) | 7 – 14 days (ex-works) |
| OEM / Custom Branding | No | Limited | Full OEM service |
| Corrosion Protection | Powder coat | Single coat paint | Zinc primer + powder coat ≥ 500 h SST |
| Technical Support | Dealer network | Minimal | Direct engineering team via email |
Customer Success Cases & Field Studies
The following case summaries are drawn from feedback documentation submitted by regional distributors and direct export customers. They illustrate the range of operating environments and business contexts in which the S4.0-03 has been deployed, and the concrete performance outcomes observed against the predecessor assemblies or competing products that were replaced.
Also Explore
Rotary Tiller Blade Assemblies & Drive Components
Our complete range of rotavator and rotary tiller parts — from blade holders and flange yokes to gearbox housings and PTO shafts — is available on the EVER-POWER catalogue page. Sourcing your header components and drivetrain parts from a single verified supplier simplifies compliance documentation and reduces freight costs.
Frequently Asked Questions
Don't see your question? Contact our technical team at
[email protected]
for a response within 24 hours.







We promise will offer the best price by the high quality in china! We also accept special order about the products. If you are interested in our products. Please do not hesitate to let us know.We are pleased to give you the detailed information.We promise that our products would be safety and were in high quality and reasonable price. If you are interested in our products, please contact us asap.We are sincerely looking for your cooperation.
Most of our products are exported to Europe or Americas, both standard and nonstandard products available. We can produce as per your drawing or sample. Material can be standard or as per your special request. If you choose us, you choose reliable.
Industries We Service
