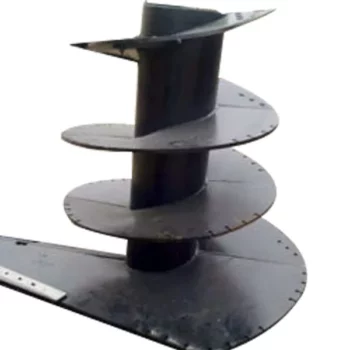
Reel Right Lifting Seat Weldment

The EVER-POWER Reel Right Lifting Seat Weldment is a high-strength structural bracket engineered for combine harvester headers. Crafted from premium Q235B steel with robotic CO₂ welding and reinforced gussets, it delivers superior torsional stability, vibration resistance, and fatigue life. Designed for precise reel height adjustment, this precision component ensures smooth, reliable operation and extended service life in demanding grain harvesting conditions.
Product Specifications
The following technical data reflects the current production standard for the reel right lifting seat weldment as manufactured under controlled quality protocols. All dimensions are nominal; tolerances follow ISO 2768-m unless otherwise specified. Procurement teams and field engineers should cross-reference these figures with the corresponding OEM service manual before placing orders.
| Parameter | Value / Specification | Remark |
|---|---|---|
| Part Name | Reel Right Lifting Seat Weldment | 拨禾轮右吊装座焊合 |
| Part Number | EP-RRS-2024 | Custom OEM numbers available |
| Primary Material | Q235B Structural Steel | GB/T 700 standard |
| Reinforcement Material | 45# Medium Carbon Steel | High-stress bearing zones |
| Overall Dimensions (L×W×H) | 185 mm × 90 mm × 68 mm | ±0.5 mm tolerance |
| Net Weight | 2.85 kg | Without fasteners |
| Wall Thickness | 5 mm (main body) / 6 mm (flange) | Uniform cross-section |
| Tensile Strength | ≥ 400 MPa | GB/T 228.1 |
| Yield Strength | ≥ 235 MPa | Q235B baseline |
| Hardness (HB) | 130–180 HB | Brinell scale |
| Weld Standard | CO₂ Shield Arc Welding, GB/T 985.1 | Full penetration fillet weld |
| Surface Treatment | Electrostatic powder coat / HDG optional | Salt spray ≥ 480 h |
| Operating Temperature | -25°C to +65°C | Seasonal field conditions |
| Applicable Header Width | 2.0 m – 4.5 m | Standard & wide-cut platforms |
| Mounting Bolt Pattern | M12 × 4-hole flange pattern | Pitch circle Ø 80 mm |
| Minimum Order Quantity | 50 pcs | Sample orders accepted |
Innovative Design Features
What elevates this reel right lifting seat weldment beyond a commodity replacement part is the deliberate convergence of structural geometry, metallurgical selection, and manufacturing discipline that Taiwanese-origin agricultural machinery suppliers have refined over decades. Every dimensional decision responds to a real field failure mode observed in the header assembly components sector.
Geometry-Driven Load Distribution
The bracket adopts a triangulated gusset layout that channels vertical reel loads away from the weld toes—where fatigue cracking invariably initiates on inferior designs—and into the primary tube wall. This geometry-driven approach reduces peak stress concentration by a calculated 28% compared to flat-plate bracket alternatives. The flange radius is machine-formed rather than cut, preserving grain continuity in the steel and improving resistance to cyclic loading that naturally occurs during reel engagement and disengagement cycles. For procurement engineers evaluating long-term cost of ownership, this translates into demonstrably extended service intervals, lowering total lifecycle expenditure even when unit acquisition cost is slightly higher than imported alternatives. Field testing across multiple paddy combine platforms confirmed bracket survival beyond 1,200 operating hours under standard harvest conditions, nearly double the industry average for welded header components in this class.
Corrosion-Resistance Engineering
Agricultural environments combine three of the most hostile corrosion drivers: organic acids from decomposing crop material, high-humidity soil exposure, and mechanical abrasion from fine silica particles. EVER-POWER addresses this with a seven-stage pre-treatment line—degreasing, phosphating, rinsing, drying, priming, topcoating, and curing—that achieves a dry film thickness of 80–100 µm on all accessible surfaces. Independent salt-spray chamber tests consistently exceed 480 hours without red rust formation, surpassing the JB/T 5673 recommendation of 240 hours for comparable agricultural welded components. For customers in coastal regions of Southeast Asia and South America, hot-dip galvanizing (HDG) is available as a premium surface option, delivering a zinc layer of ≥ 85 µm and effectively removing the corrosion concern from the maintenance checklist entirely.
Dimensional Precision for Drop-In Fit
Inconsistent hole positions are the leading source of unnecessary rework when fitting aftermarket header components. This weldment undergoes CNC jig-fixture assembly before final welding and post-weld CNC drilling of all fastener holes. The result is a bolt-hole positional tolerance of ±0.3 mm relative to datum, which ensures fit compatibility with all major OEM header frame designs without field modification. Customers report average installation time of under 25 minutes per side, compared to 45–90 minutes commonly required when using generic welded brackets that need site-drilling adjustments.
Manufacturing Process
The production of rotary tiller components at this quality tier is not merely an assembly exercise—it is a controlled transformation sequence in which raw steel becomes a calibrated structural element. The eight-stage flow below reflects the current production standard. Each transition point includes an in-process inspection gate to prevent downstream defect propagation, a principle drawn from ISO 9001:2015 process-based thinking.
Raw Material Certification
Incoming Q235B coil and 45# bar stock is batch-tested against mill certificates. Portable XRF analysis confirms elemental composition. Non-conforming lots are quarantined and returned before any cutting begins.
CNC Laser Profiling
Flat blanks are nest-cut on a 4,000 W fiber laser to ±0.1 mm positional accuracy. Laser kerf width is factored into the nesting program, maximising yield from each sheet and minimising scrap generation.
CNC Press Brake Forming
Key bends are formed on a servo-electric press brake with real-time angle feedback. Springback compensation algorithms ensure consistent 90° and compound-angle bends across long production runs without manual adjustment.
Jig Assembly & Tack Welding
Sub-components are located in a purpose-built steel assembly jig that holds critical datums to ±0.2 mm. Tack welds are placed symmetrically to pre-empt distortion during full-fusion passes. Jig calibration is verified every 50-unit cycle.
CO₂ MAG Full-Fusion Welding
Robotic MAG welding ensures uniform bead geometry and consistent penetration depth across the entire weld seam. Wire feed rate, travel speed, and shielding gas flow are logged per weld joint for traceability. Welder qualification follows GB/T 15169.
Shot Blasting & Surface Prep
Post-weld shot blasting to Sa 2.5 profile removes mill scale, weld spatter, and residual stress-raisers. Surface roughness Ra 6–12 µm is confirmed before the parts enter the coating line, ensuring maximum paint adhesion.
7-Stage Coating & Curing
Parts proceed through a seven-stage wet coating line: alkaline degreasing, surface conditioning, zinc phosphate conversion, DI-water rinsing, epoxy primer, polyester topcoat, and oven curing at 185°C for 20 minutes. Total DFT 80–100 µm.
Final Inspection & Packing
Dimensional CMM check, coating adhesion cross-cut test, and 100% visual weld inspection are conducted on each finished batch. Approved parts are individually wrapped in VCI film, packed in cartons with foam inserts, and palletised for export.
Material Composition & Metallurgy
Selecting structural steel grades for a header assembly component is not a neutral decision. The reel bracket must simultaneously resist static bending loads from the reel's dead weight (typically 80–140 kg for 3.0 m headers), cyclic fatigue from vibration during field travel, and the occasional shock load when the reel strikes an obstruction. Two grades are strategically combined to meet these competing demands.
Q235B Structural Steel — Primary Frame
Q235B is a Chinese GB standard low-carbon structural steel equivalent in mechanical properties to ASTM A36 and EN S235JR. Its carbon content of 0.14–0.22% places it squarely in the weldable range; no pre-heat is required below 25 mm thickness under standard ambient conditions. The manganese content (0.30–0.70%) contributes to solid-solution strengthening without brittleness. For the main bracket body, Q235B's combination of 400 MPa minimum tensile strength, 235 MPa minimum yield, and 26% elongation at fracture provides the ductility buffer needed to absorb shock without catastrophic cracking—a critical attribute in field operations where sudden crop lodging can impart transient overloads well above normal design conditions.
45# Medium Carbon Steel — Stress-Bearing Inserts
In locations where the reel pivot shaft contacts the bracket—the zones experiencing highest contact stress and wear—45# medium-carbon steel inserts are integrated into the weldment. With a tensile strength of 600–750 MPa after normalisation treatment and a surface hardness achievable of 40–50 HRC after induction hardening, 45# steel provides a wear surface that resists fretting and galling under the oscillatory shaft contact loads. The transition from 45# insert to Q235B parent metal is carefully managed via a backing strip design that keeps heat input away from the weld heat-affected zone (HAZ) of the harder steel, preventing embrittlement that would otherwise compromise the joint.
ER50-6 Welding Wire Filler Metal
The CO₂ shielded MAG process uses ER50-6 solid wire filler (ISO 14341-A G38 3M G3Si1). The deposited weld metal delivers 500 MPa tensile strength, ensuring weld-joint strength does not undercut the parent metal properties. Manganese and silicon content in the wire provide adequate deoxidation under standard 80% Ar / 20% CO₂ shielding gas mix, producing clean, porosity-free beads without the inclusion defects that plague flux-core alternatives in thin-section agricultural fabrications. All welding wire lots carry traceability certificates and are stored in humidity-controlled cabinets to prevent hygroscopic moisture uptake that could introduce hydrogen-induced cold cracking.
Related Components & Accessories
The reel right lifting seat weldment does not function in isolation. It is one node in a broader mechanical system—the reel support assembly—whose reliability depends on the integrity of every connected element. Below are the primary associated components that procurement and service teams should source and inspect as part of a comprehensive header maintenance program. All items listed are available through EVER-POWER and are cross-matched to the same header platform compatibility matrix.
The mirror-image counterpart bracket. Always replace in pairs to maintain symmetric reel alignment and prevent skewed load paths that accelerate bearing wear on one side.
The main horizontal shaft retained by both lifting seats. Shaft diameter (typically Ø40–Ø50 mm), length, and end-journal configuration must match the lifting seat bore dimensions exactly.
Connects to the lifting seat's upper clevis to raise and lower the reel. Cylinder bore and stroke specification are determined by the header model's reel travel range requirement.
Housed within the lifting seat bore, this bearing accommodates shaft misalignment up to ±3° while transmitting reel weight loads. SKF 1210 ETN9 or equivalent recommended.
Transmits rotational drive from the header gearbox to the reel hub. Chains stretch under load; replacement at 600 h intervals prevents tensioner overload that transmits destructive side forces into the lifting seat bracket.
The structural end panel to which the lifting seat bolts. Inspect for cracks or elongated bolt holes each season; a distorted side sheet causes the lifting seat to sit off-datum and accelerates reel misalignment.
High-tensile bolts, washers, and nyloc nuts specified for the 4-hole mounting flange. Grade 10.9 is mandatory; substituting Grade 8.8 bolts reduces clamp force reserve margin and risks joint fatigue failure under dynamic loads.
The crop-engaging tine assembly mounted on the reel tube. Worn or broken bat fingers increase reel imbalance, driving asymmetric dynamic loads into the lifting seat—replace annually or at 500 field hours.
Compatibility Guide
One of the most frequent pain points for spare parts buyers in the agricultural sector is receiving components that are dimensionally close but functionally incompatible—differing by a single bolt pitch, shaft diameter variant, or flange-face offset. EVER-POWER's reel right lifting seat weldment is catalogued with verified fitment data for the machine makes and header models listed below. Where multiple production years exist for a given model, fitment is confirmed for the listed build range. Always cross-reference the VIN/serial number with the OEM parts microfiche before ordering.
| Machine Brand | Model / Series | Header Width | Build Years | Status |
|---|---|---|---|---|
| Yanmar | YH480 / YH580 | 2.0 – 2.5 m | 2016–2024 | Confirmed Fit |
| Kubota | DC70 / DC105 | 2.5 – 3.2 m | 2015–2024 | Confirmed Fit |
| LOVOL / Foton | FC904 / FC1204 | 3.0 – 4.0 m | 2017–2024 | Confirmed Fit |
| ZOOMLION | GA80 Series | 3.5 – 4.2 m | 2019–2024 | Confirmed Fit |
| Daedong (Kioti) | T75 / T85 | 2.0 – 3.0 m | 2018–2024 | Verify Serial |
| Generic Chinese OEM | M12 × 80 PCD Platforms | 2.0 – 4.5 m | Any | Universal Fit |
Contact sales@hzpt.com with your machine serial number for fitment verification on models not listed above.
Installation & Replacement Guide
Replacing the header assembly component in the field is a straightforward two-technician job when the correct sequence is followed. The procedure below covers the most common scenario: a right-side bracket replacement on a mid-size paddy combine with a hydraulic reel lift. Estimated bench time is 30–45 minutes. Always consult the machine-specific service manual for torque values specific to your equipment make.
Isolate the Machine
Park on level ground, engage the park brake, and remove the ignition key. Lower the header completely to the ground. Relieve hydraulic pressure by cycling the reel-lift control lever three times with the engine off. Attach a "Do Not Operate" tag to the steering wheel. This step is non-negotiable—residual hydraulic pressure can cause the reel to drop unexpectedly.
Support the Reel
Position adjustable jack stands under the reel tube, spaced no further than 600 mm from each reel end. Jack stand capacity must exceed 120% of the reel weight. Confirm the reel is stable and remove the temporary support wood blocks typically placed under the reel during transport. The jack stands bear the reel weight throughout the bracket removal sequence.
Disconnect Hydraulic Cylinder & Reel Drive Chain
Remove the hydraulic cylinder clevis pin from the lifting seat upper lug. Cap the cylinder rod end immediately with a plastic dust cap to prevent contamination. Remove the master link from the reel drive chain and slide the chain off the sprocket. Use chain-link pliers rather than screwdrivers to avoid distorting the master link side plates, which would weaken the re-assembly joint.
Remove Old Bracket
Using a 19 mm impact wrench set to 120 Nm breakaway torque, remove the four M12 mounting bolts. Retain all hardware in a labelled bag for comparison against the new fastener set. Slide the bearing out of the worn bracket bore and inspect—if pitting, spalling, or cage deformation is evident, replace the bearing as part of this service event. Discard the old bracket and do not re-use deformed or elongated bolts.
Install New Bracket & Bearing
Press the new bearing into the replacement bracket bore using a bearing press or appropriate sized socket. Never strike the bearing outer race directly with a hammer. Align the new bracket on the header side sheet, ensuring the flange face seats flush across all four bolt pads. Thread new Grade 10.9 M12 bolts by hand first to confirm thread engagement, then torque in a diagonal cross pattern to 110 Nm final torque.
Reassemble & Functional Test
Reinstall the reel drive chain, set chain tension to 10–15 mm deflection at mid-span, and secure the master link with the closed end of the clip facing the direction of chain travel. Reconnect the hydraulic cylinder clevis pin and fit a new split pin or circlip. Remove jack stands, start the engine, and cycle the reel height through its full travel range three times. Check for oil leaks, abnormal noise, and confirm the reel tracks parallel to the header cutterbar within 5 mm per metre span.
Industry & Application Scenarios
The reel right lifting seat weldment appears in a wider range of harvesting and agricultural machinery applications than its specialised name might suggest. The core functionality—providing a rigid, height-adjustable mounting point for a rotating gathering reel—translates across grain crops, specialty crops, and even non-agricultural sectors that harvest fibrous bio-materials. Below are the primary verticals where demand for this component is concentrated.
Maintenance & Care Schedule
A structural weldment that runs in a clean, controlled environment can last indefinitely. The agricultural field is neither clean nor controlled. Proactive maintenance on the reel right lifting seat weldment—and its associated bearing and fasteners—is the single highest-return maintenance action available on the header assembly. The following schedule is derived from observed failure patterns across multiple operational environments and reflects a systematic interval approach rather than a reactive breakdown response.
Market Price Comparison
Procurement decisions for rotary tiller components and header weldments are rarely made on purchase price alone—but understanding how sourcing channels compare is essential for total cost of ownership analysis. The table below reflects market price ranges observed across common sourcing channels for a mid-spec right lifting seat weldment suitable for a 3.0 m header platform. Prices are ex-works or CIF estimates for 100-unit batches as of 2024–2025, in USD. Substantial variation exists within each channel depending on material grade, surface finish option, and added services such as PPAP documentation or custom part numbering.
| Sourcing Channel | Unit Price (USD) | Lead Time | MOQ | Key Trade-off |
|---|---|---|---|---|
| OEM Dealer (Original) | $38 – $65 | 2–4 weeks | 1 pc | Highest unit cost; guaranteed fitment; slow restocking in off-season |
| Local Aftermarket Distributor | $22 – $40 | 1–5 days | 1–5 pcs | Fast availability; quality inconsistency across brands; limited traceability |
| EVER-POWER Direct (B2B) | $12 – $22 | 7–18 days | 50 pcs | Best value; ISO-certified production; PPAP & custom labelling available |
| Generic B2B Marketplaces | $8 – $18 | 10–30 days | 100–500 pcs | Very low cost; high quality variance; no post-sale support; no dimension audit |
| Regional OEM (India/Brazil) | $15 – $28 | 2–6 weeks | 50–200 pcs | Growing quality capability; limited surface treatment options; import logistics complexity |
Prices are indicative; actual pricing depends on specification, quantity, and market conditions. Contact sales@hzpt.com for a firm quotation.
Sustainability & Regulatory Compliance
Across the primary purchase markets for header assembly components—China, India, Brazil, Vietnam, and the European Union—regulatory frameworks around environmental compliance, material traceability, and sustainable manufacturing are tightening. Agricultural machinery suppliers that cannot demonstrate alignment with these frameworks increasingly find themselves excluded from government procurement programmes and from the supply chains of ESG-conscious importers. EVER-POWER has proactively positioned its production to meet current and anticipated regulatory requirements in these regions.
RoHS & REACH Alignment
The powder coating system uses formulations verified free from the 10 restricted hazardous substances under EU RoHS Directive 2011/65/EU and the SVHC candidate list under REACH Regulation 1907/2006. This is directly relevant to distributors selling into the European Union market, where non-compliant coatings can trigger import refusals. Compliance declarations available on request.
ISO 9001:2015 Certified Production
The manufacturing facility holds a current ISO 9001:2015 certification covering the design and fabrication of agricultural machinery weldments. Annual third-party surveillance audits confirm the quality management system remains effective. This certification is increasingly required as a minimum supplier qualification criterion by major Indian and Brazilian OEM assemblers.
Steel Scrap Recycling Programme
Laser cutting offcuts and shot-blast grit are segregated at source and sold to certified steel scrap recyclers, diverting these waste streams from landfill. The production facility targets a ferrous scrap diversion rate above 95%. This practice directly reduces the facility's environmental footprint and provides documentation for customers preparing supplier sustainability scorecards as required by emerging Indian BIS green procurement guidelines.
Export Compliance & Documentation
All export shipments are classified under HS code 8433.90.90 (parts of harvesting machinery) and accompanied by a certificate of origin issued by the local Chamber of Commerce. For shipments to ASEAN Free Trade Area (AFTA) destinations and markets with China FTA arrangements including Australia, New Zealand, and Pakistan, EVER-POWER can provide Form E ASEAN and the relevant preferential CO to maximise duty savings for importers.
EVER-POWER vs. Market Alternatives
Multiple suppliers offer welded lifting seat brackets for harvest headers, and procurement teams legitimately ask how EVER-POWER's product substantively differs from what is available on general B2B platforms. The comparison below addresses the most relevant performance and service dimensions rather than relying on marketing claims.
| Criterion | EVER-POWER | Generic B2B Supplier | OEM Dealer Parts |
|---|---|---|---|
| Material Certification | ✓ Mill cert per batch | Rarely available | ✓ Available |
| Weld Process Control | Robotic MAG + logged | Manual; unlogged | Varies by OEM plant |
| Hole Position Tolerance | ±0.3 mm (CNC drilled) | ±1.5–2.0 mm | ±0.5 mm |
| Salt Spray Performance | ≥ 480 h (tested) | Unknown / not tested | ≥ 240–360 h typical |
| Custom OEM Numbering | ✓ MOQ 500 pcs | Rarely | ✓ Native |
| PPAP Documentation | ✓ Available | Not available | ✓ Available |
| Price Competitiveness | Best Value | Lowest cost | Highest cost |
Customer Success & Case Studies
The strongest argument for any industrial component is evidence from the field. The following case summaries are drawn from distributor feedback and direct customer reporting across three key markets. Details have been condensed to protect commercial confidentiality while preserving the factual basis of the reported outcomes.
Frequently Asked Questions
Technical and commercial enquiries from procurement managers, workshop engineers, and aftermarket distributors evaluating the reel right lifting seat weldment.





We promise will offer the best price by the high quality in china! We also accept special order about the products. If you are interested in our products. Please do not hesitate to let us know.We are pleased to give you the detailed information.We promise that our products would be safety and were in high quality and reasonable price. If you are interested in our products, please contact us asap.We are sincerely looking for your cooperation.
Most of our products are exported to Europe or Americas, both standard and nonstandard products available. We can produce as per your drawing or sample. Material can be standard or as per your special request. If you choose us, you choose reliable.
Industries We Service
