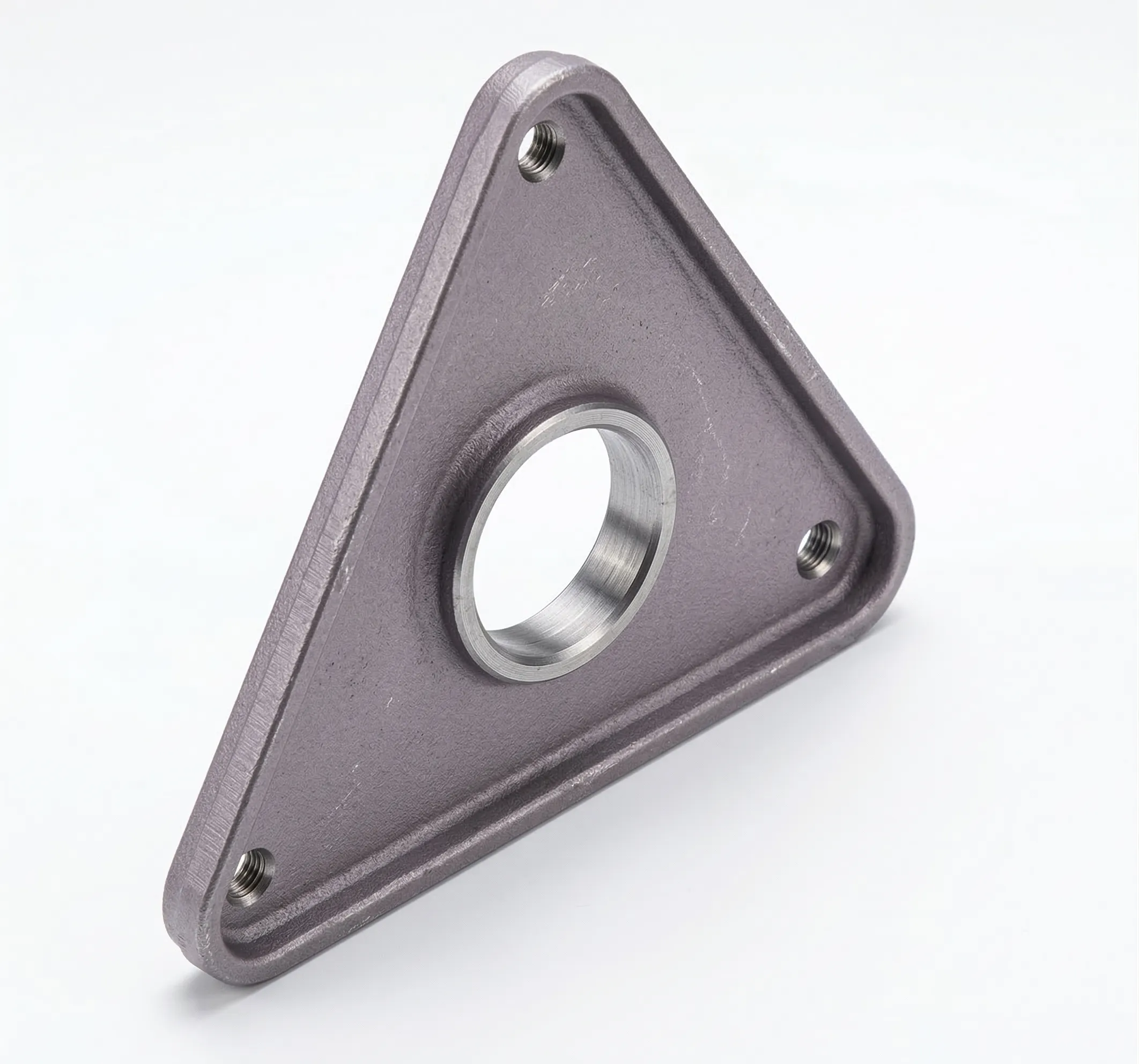
Triangle Support Plate

EVER-POWER’s Triangle Support Plate is a precision-engineered Q235B/Q345B carbon steel gusset for rotary tiller headers, providing superior reinforcement at critical frame junctions. With HRC 28–42 hardness, laser-cut profiling for ±0.8 mm tolerance, and epoxy coating offering 500+ hour salt-spray resistance, it ensures durability and compatibility across 300+ models, minimizing fatigue failures in demanding field conditions.
Product Specifications
Technical Reference
The triangle support plate — known in Chinese as Triangle Support Plate — is a structural gusset component welded or bolted into the header assembly of rotary tillers and combine harvesters. Its purpose is to reinforce the angular junction between the header side-frame, the base plate assembly, and the feederhouse transition zone, maintaining correct geometry under dynamic harvesting loads. All specifications below reflect verified production data for EVER-POWER's standard product range.
| Parameter | Standard Value | Optional / Range | Notes |
|---|---|---|---|
| Base Material | Q235B Carbon Steel | Q345B / 65Mn | 65Mn for heavy-impact variants |
| Plate Thickness | 5 mm | 4 / 6 / 8 mm | Match to header frame gauge |
| Triangular Leg A (horizontal) | 150 mm | 100–300 mm | Custom per machine drawing |
| Triangular Leg B (vertical) | 120 mm | 80–250 mm | Determines load arm length |
| Hypotenuse Profile | Straight (flat cut) | Curved relief / Notched | Notch reduces stress concentration |
| Bolt Holes | 2 × Ø18 mm | 2–4 holes, Ø14–22 mm | CNC-punched, ±0.15 mm |
| Surface Finish | Red Oxide Primer + Topcoat | HDG / Powder Coat | Salt-spray ≥ 500 h (primer) |
| Weld Method | CO₂-GMAW (MIG) | Submerged Arc on request | Full-penetration fillet welds |
| Dimensional Tolerance | ±0.8 mm overall | ±0.5 mm (precision grade) | Laser-cut blanks |
| Hardness (base) | HRB 80–95 | HRC 28–42 (heat-treated) | Per GB/T 4340 |
| Unit Weight | 0.8 kg | 0.3–3.5 kg | Dimension-dependent |
| Applicable Machines | Rotary tillers 30–120 hp | Combine headers, forage harvesters | 300+ model cross-ref DB |
The Structural Role of the Triangle Support Plate in Header Engineering
Ask any experienced combine technician where headers tend to fail first under heavy loads, and the answer almost always points to the corner zones — the angular junctions where vertical side frames meet horizontal base structures. This is precisely where the triangle support plate earns its keep. Acting as a rigid gusset, it ties the converging members together, distributing bending stress across a triangulated load path rather than concentrating it at a single weld toe or bolt interface. Without an adequate gusset at these junctions, the header frame is essentially a two-member angle joint relying entirely on weld quality for rigidity — a situation that leads to fatigue cracking within one or two seasons of normal operation in demanding field conditions.
EVER-POWER's triangle support plate range has been developed through direct collaboration with dealers and fleet operators across Asia, the Middle East, and East Africa. The product departs from generic pressed-steel gussets in three meaningful ways. First, each blank is laser-profiled rather than plasma-cut, eliminating the heat-affected microcracking along cut edges that is a known initiation point for fatigue cracks in cyclic-load environments. Second, the hypotenuse edge carries a 5 mm radius relief notch at each end, a small geometric change that lowers the stress concentration factor at the two most vulnerable points of the plate. Third, EVER-POWER machines all bolt-hole positions to CNC tolerances after forming — not before, which is the standard low-cost approach — ensuring the hole geometry is not distorted by the press-forming step.
Why Geometry Matters More Than Raw Thickness
A common misconception in the aftermarket segment is that a thicker support plate is automatically a better one. In practice, an oversized plate that does not match the angular geometry of the header junction creates a stress concentration problem of its own: forces that should flow smoothly through the triangulated structure instead pile up at the edges of an ill-fitting gusset. EVER-POWER maintains a 300+ model cross-reference database that maps each machine's corner angles, bolt-circle geometry, and frame member gauges, allowing the team to manufacture support plates that are geometrically optimised for each application rather than relying on a generic approximation.
Corrosion Resistance Engineered for the Field
The triangle support plate sits inside the header assembly, sheltered from direct rain but exposed to humidity, crop moisture, and soil splash throughout the working season. EVER-POWER's standard finish uses a two-component epoxy primer applied to a shot-blasted Sa 2.5 surface, achieving over 500 hours of salt-spray resistance. For operators working in permanently humid coastal paddy belts — common in Bangladesh, southern Vietnam, and the Philippines — the hot-dip galvanised option adds 85 µm of zinc alloy over the entire fabricated surface, including all cut edges and weld zones, for significantly extended service life under those demanding environmental conditions.
Material Selection & Manufacturing Process
Steel Grade Selection Rationale
Q235B is the workhorse grade for standard-duty header components — its 235 MPa minimum yield strength, maximum 0.22 % carbon content, and well-documented weldability make it a reliable baseline that does not require preheat in gauges up to 25 mm. For applications in stony soils, reclaimed land with embedded debris, or heavy-throughput forage operations where impact loads exceed the design envelope of normal harvesting, EVER-POWER upgrades to Q345B: the higher manganese content pushes yield strength to 345 MPa and meaningfully improves notch toughness at sub-zero temperatures, relevant for autumn harvests in Northern China, Kazakhstan, and Eastern Europe where morning field temperatures regularly fall below 0 °C. The premium 65Mn manganese-spring-steel variant is reserved for situations where the support plate must also function as a sacrificial wear component — its heat-treated hardness of HRC 38–42 resists abrasive soil contact at exposed corner zones far more effectively than standard structural grades.
Fabrication Process Step-by-Step
The production sequence is designed around dimensional repeatability: the same dimensional output every time, regardless of which shift produces the plate or which coil batch the steel came from. The steps below follow the flow from raw coil to finished, labelled component ready for export packing.
Mill test certificates checked against chemical composition requirements. Plate thickness measured at five points across the coil width before any cutting begins.
Triangular blank cut to ±0.5 mm positional accuracy. Relief notches and bolt-hole pilot points are cut in the same laser pass, maintaining perfect relative geometry.
Where the design calls for a slight bend along the hypotenuse for improved seating on curved frame junctions, hydraulic press forming is applied. Springback is corrected by die geometry, not manual adjustment.
Bolt holes are finish-drilled after forming, not before. This sequence ensures holes are round and on-centre regardless of any minor blank movement during the press step.
Where supplied as part of a welded sub-frame, support plates are clamped in dedicated jigs and GMAW-welded in a sequence that minimises distortion. Weld throat size is per WPS, not operator discretion.
Shot-blasted to Sa 2.5, two-coat 2K epoxy primer applied within 4 hours of blasting to prevent flash rust. HDG option dispatched to certified galvanising facility before final QC.
Related Components & Accessories
The triangle support plate is one node in a broader structural system. Sourcing the correct matched parts around it prevents the common scenario where a new gusset is fitted to a worn or incorrectly-dimensioned surrounding assembly, negating the benefit of the replacement. The following components interact directly with the support plate in service:
- ◆
Header Side-Frame Assembly
The vertical or angled structural member to which the horizontal leg of the support plate bolts or welds. Frame gauge and bolt-pattern geometry must match the support plate exactly. - ◆
Main Auger Base Plate Welding Assembly
The auger trough floor that the support plate helps anchor. Replacing only the gusset while the base plate is worn or distorted defeats the purpose; these two parts should be assessed together. - ◆
Header Frame Cross-Tube
The backbone tube running the full working width of the header; the support plate's horizontal flange typically seats against this tube, so tube squareness affects gusset fit. - ◆
Mounting Bolts (Grade 8.8 / 10.9)
M16 or M18 high-tensile bolts, spring washers, and prevailing-torque nuts. Never use Grade 4.6 hardware on structural header gussets — the lower proof load allows bolt relaxation under dynamic loading within weeks. - ◆
Feederhouse Transition Bracket
The bracket that couples the header rear panel to the feederhouse throat; support plates at the base of this bracket carry the full weight of the loaded header and are among the highest-stress gussets in the assembly. - ◆
Divider & Divider Point Mounting Bracket
On headers with stub dividers, a triangle support plate is often welded into the divider root to absorb the bending moment from crop deflection loads at the header tip. - ◆
Skid Shoe & Gauge Wheel Mounting Plate
Skid-shoe brackets that bolt to the bottom of the header outer sections are typically backed by gusset triangles welded to the side frame; these take repeated ground-impact shock loads during field operation. - ◆
Wear Plate Liner (optional)
A bolt-on hard-wear liner that can be applied over the hypotenuse face of the support plate where it is exposed to soil abrasion in low-clearance operating conditions; extends gusset service life significantly in stony ground.
Augers, base plates, gearboxes, blades — full range in one catalogue.
Compatibility & Cross-Reference Programme
Sourcing a structural gusset that looks approximately right is not adequate for a load-bearing header component. The leg lengths, angle, plate thickness, and bolt geometry must align precisely with the OEM design intent. EVER-POWER maintains a cross-reference database spanning over 300 rotary tiller and combine header models from Kubota, Yanmar, John Deere, CLAAS, Lovol, Dongfeng, Mahindra, and regional Asian and African OEMs. When a customer submits their machine model number or OEM part number, EVER-POWER's technical team retrieves the matched drawing and confirms production tolerances before the order is accepted.
What to Supply When Your Model Is Not Listed
For machines outside the standard database — particularly regional Southeast Asian OEMs, locally assembled Indian combine platforms, and sub-Saharan African market variants — EVER-POWER provides a free dimensional survey kit. The kit consists of a PDF template with nine key measurements: the two leg lengths, overall plate thickness, corner angle (±2°), bolt-hole diameter, bolt-hole centre distances from each corner, and edge-to-hole clearances on both flanges. A completed survey allows the technical team to generate a matched production drawing within two business days, and a sample plate can typically be despatched within three weeks of drawing sign-off.
Multi-Position Applications: One Machine, Several Gusset Sizes
It is worth noting that a single combine or rotary tiller header typically carries triangle support plates in at least three distinct positions — the outer frame corner, the feederhouse transition, and the divider root — and each position often specifies a different plate geometry and gauge. Procurement teams sourcing replacement parts should obtain a full position map from their machine's service manual before ordering, to avoid receiving correctly-dimensioned parts for the wrong location. EVER-POWER's sales team can assist in preparing a per-position parts list when a complete machine drawing is provided.
Replacement Guide
Replacing a cracked or worn triangle support plate is a job most farm workshops can complete without specialist equipment, provided the surrounding frame is undamaged. The following steps assume the header has been removed from the machine and placed on stable wooden supports. Read your machine's service manual for model-specific torque values before you begin.
Isolate the Header
Disconnect all PTO, hydraulic, and electrical connections. Lower the header onto padded blocks on a level floor. Confirm the header is stable and cannot roll or tip before approaching the corner zones. Remove loose crop debris from the frame area around the damaged gusset using compressed air or a stiff brush.
Assess Damage Extent
Before unbolting anything, photograph the damaged gusset and the surrounding frame from multiple angles. Use a straight-edge to check whether the frame members themselves have been bent by whatever impact or overload caused the gusset failure. A gusset can only be successfully replaced if the frame members it will connect are still within 2 mm of their designed positions. Bent frame members must be corrected first.
Remove the Damaged Gusset
For bolted gussets: apply penetrating oil to fasteners 20 minutes before attempting removal; impact-wrench at a maximum 250 Nm to avoid stripping threads. For welded gussets: use an angle grinder with a 1 mm cutting disc to remove weld beads progressively; do not use a carbon-arc gouger on thin structural frames as the heat input can distort the frame flange. Grind the frame-side weld scar flat before fitting the replacement.
Fit and Tack-Weld or Bolt the New Gusset
For bolted variants: hand-thread all fasteners before applying torque to any single bolt; torque M16 Grade 8.8 bolts to 195 Nm and M18 Grade 8.8 to 265 Nm. For welded installation: tack-weld at corners first, recheck geometry with a straight-edge and angle gauge, then complete the fillet welds in a sequence that works from the centre of each leg outward to minimise distortion. Use E7018 low-hydrogen electrodes if the ambient temperature is below 5 °C.
Inspect, Touch Up & Record
Visually inspect all welds for porosity, undercut, and incomplete fusion. Touch up any bare metal on the replacement plate and adjacent frame zone with two-component epoxy primer. Photograph the completed repair and record it in the machine's service log with the date, operating hours, and part number used. This record becomes valuable when diagnosing recurring failures or preparing a machine for resale.
Industry & Machinery Applications
While the triangle support plate is most closely associated with combine and rotary tiller headers, its function — structural triangulation at load-bearing frame junctions — makes it relevant across a wide range of agricultural and light-industrial machinery. The applications below cover the main sectors where EVER-POWER supplies this component.
Tractor-mounted rotary tillers in the 30–120 hp range carry triangle support plates at the junction between the tiller housing side walls and the top cover frame. These gussets resist the torsional loads imposed when one side of the tiller encounters a stone or hard soil layer while the other side continues cutting freely — a common off-centre overload scenario that destroys under-sized gussets within a single season.
Full-feed and head-feed paddy combines running in the waterlogged Mekong Delta, Brahmaputra plains, and Java lowlands accumulate mud and crop mass in the header corners. The triangle support plates here are typically the highest-stress gussets in the entire header, supporting both the static weight of the header and the dynamic forces from the auger drive system. EVER-POWER's HDG variant is specifically popular in these environments due to the aggressive corrosion conditions.
Self-propelled forage harvesters cutting maize or sunflower at high throughput rates impose particularly severe alternating bending loads on header corner gussets as the crop rows enter the header at varying angles. EVER-POWER's Q345B variant with 6 mm plate is the standard recommendation for this application, providing the toughness margin needed to absorb occasional stone impacts without brittle fracture.
Large-acreage wheat operations in Central Asia, the North China Plain, and Eastern Europe run headers at high forward speeds to maximise daily throughput. At these speeds, the repeated shock from standing straw rows entering the header generates fatigue loads that accumulate quickly at under-designed gussets. EVER-POWER's laser-profiled edges and relief-notch geometry reduce the peak stress at the most vulnerable points, extending fatigue life compared to generic flame-cut alternatives.
Fixed grain-handling installations — elevator legs, chain conveyors, and screw-conveyor housings — use structural gusset plates at frame corners and bracket junctions throughout their structure. Industrial procurement teams regularly source EVER-POWER support plates for retrofit maintenance of existing conveyor line frames where the welded gussets have corroded or cracked and a direct OEM spare is no longer available.
Tractor front-loader frames, rear-mounted ditching scoops, and subsoiler toolbar frames all carry structural gusset plates at their highest-stress weld junctions. EVER-POWER's custom-dimensioned support plates serve this sector through dealers who supply both agricultural and earthmoving parts, particularly in markets like Egypt, Nigeria, and Pakistan where multi-purpose tractor attachments are common.
Maintenance & Inspection Schedule
Triangle support plates are, by nature, background components: they are not wearing parts in the same way that cutting blades or auger flights are, and they do not require routine replacement on a calendar schedule. However, they do require periodic inspection because the consequences of overlooking a developing crack are disproportionately severe. A gusset that cracks fully allows the frame junction it supports to flex, which rapidly propagates fatigue damage into the primary structural members on both sides — transforming a low-cost gusset replacement into a costly frame repair.
Pre-Season Inspection (Annual)
Before the header is deployed for the season, spend fifteen minutes walking every accessible corner junction with a torch and a wire brush. Clean away any surface scale or dirt at weld toes and look for cracks running parallel to the weld line — the classic sign of weld-toe fatigue. Pay particular attention to gussets at the feederhouse transition and the outer frame corners, which carry the highest loads. A crack of even 10 mm at a weld toe should be repaired before the header enters service; in a single season of operation, it will grow to 50 mm or beyond.
Mid-Season Check (Every 100 Hours)
Re-torque all bolted gusset fasteners to specification at the 100-hour mark and again at 200 hours. On bolted gussets, check whether any bolt holes have started to elongate — a bullet-shaped hole rather than a round one indicates the gusset has been moving under load, which means either the fasteners are under-torqued, the gusset geometry is slightly wrong for the application, or the frame itself has deformed. All three of these situations need investigation before they escalate. On welded gussets, check paint condition at the weld toes; paint cracking or flaking at a weld toe is sometimes the first visible sign of an underlying fatigue crack forming in the steel below.
End-of-Season Storage Preparation
At the end of each harvest campaign, pressure-wash the header and allow it to dry completely before storage. Touch up bare metal or chipped paint areas on all gussets with two-component epoxy primer — the weld-toe zones are the highest priority. For headers stored outside or in open-sided sheds, apply a light coat of water-displacing inhibitor oil to all unpainted surfaces. Record any gussets that showed anomalous behaviour during the season — noise, visible flexing, paint cracking — in the machine's service log, and source replacement plates before the next pre-season inspection to avoid last-minute supply delays at the start of harvest.
Market Price Comparison
Structural gusset plates are among the most price-transparent components in the header parts market because they appear deceptively simple — steel, some holes, a coat of paint. The spread in actual market pricing reflects real differences in steel certification, dimensional accuracy, weld quality (for supplied-as-welded sub-assemblies), and surface protection. The table below covers a standard 5 mm Q235B triangle support plate with leg dimensions 150 × 120 mm, two Ø18 mm bolt holes, epoxy-primed finish, priced EXW at MOQ 20 pieces as of early 2025.
| Supply Tier | Price (USD / pc) | Steel Cert | Dim. Tolerance | Finish | Typical Life |
|---|---|---|---|---|---|
| OEM / Tier-1 | $8 – $18 | Full MTC | ±0.5 mm | 2K Epoxy / Powder | 3–5 seasons |
| EVER-POWER ★ | $3.80 – $7.50 | GB/T MTC ✔ | ±0.8 mm | 2K Epoxy | 2–4 seasons |
| Mid-tier Chinese Aftermarket | $2.20 – $4.50 | Partial | ±1.5 mm | Alkyd Primer | 1–2 seasons |
| Low-Cost Spot Market | $1.00 – $2.20 | None | ±3+ mm | Bare / Thin paint | <1 season |
| EU / North American Aftermarket | $12 – $28 | EN cert | ±0.5 mm | Powder Coat | 4–6 seasons |
★ Prices are indicative EXW Zhejiang, China at MOQ 20 pieces; subject to steel index and exchange rate. HDG and Q345B variants carry a 20–35% premium over standard pricing.
Sustainability & Regulatory Compliance
The countries that account for the largest volumes of triangle support plate imports include China (domestic aftermarket), India, Vietnam, Bangladesh, Indonesia, Pakistan, Egypt, Nigeria, and Kazakhstan. Across these markets, regulatory requirements for imported agricultural machinery components are evolving rapidly, driven partly by domestic standards bodies and partly by the requirements of institutional buyers — government farm mechanisation programmes, UN-funded agricultural projects, and multinational agribusiness companies — who increasingly mandate product traceability and environmental compliance in their procurement specifications.
REACH & RoHS Documentation
For European Union import channels and for Asian buyers supplying EU-based OEM assemblers, REACH compliance documentation confirming the absence of restricted substances in surface coatings is increasingly required at the order-acceptance stage. EVER-POWER's standard 2K epoxy primer system is formulated without hexavalent chromium (Cr VI) compounds, and material safety data sheets plus coating composition certificates are available on request for every product in the support plate range. This documentation is provided free of charge as part of the standard export package.
Steel Traceability Under GB & International Standards
All plate steel is sourced from GB/T 19001-certified mills. Mill test certificates carrying the heat number, ladle analysis, and mechanical test results accompany every production batch. For buyers importing into markets with BIS registration requirements (India) or TCVN framework requirements (Vietnam), EVER-POWER can arrange pre-shipment inspection by SGS, Bureau Veritas, or CCIC and provide the resulting inspection report alongside standard shipping documentation — commercial invoice, packing list, and certificate of origin.
Waste Reduction in Production
Triangular blanks by geometry generate off-cut waste; EVER-POWER's nesting software optimises each laser-cutting layout to achieve a minimum of 87 % material utilisation across each sheet, well above the industry average of around 75 %. All steel offcuts are returned to a certified scrap recovery programme that feeds directly back into the EAF steelmaking supply chain. Shot-blast media is recovered and re-cycled in a closed system. These measures collectively reduce per-unit embodied carbon by approximately 11 % against the facility's 2019 baseline, in line with Zhejiang Province industrial carbon targets.
Customer Case Studies
A spare-parts dealer supplying paddy combine operators across four Mekong Delta provinces was experiencing frequent warranty returns on support plate assemblies from their previous Chinese supplier — primarily weld-toe cracking within 80–120 operating hours on machines running in deep-mud paddy. Switching to EVER-POWER's Q345B variant with HDG surface finish, the dealer tracked zero structural failures over two full crop cycles on a 20-machine trial fleet. The dealer estimates the reduction in warranty claims saved approximately USD 4,200 in parts and labour across the trial fleet, and has since made EVER-POWER's support plate range its standard stocking recommendation for all Kubota RW-series headers.
A contract harvesting company operating eight CLAAS-compatible headers across Kazakhstan's northern wheat belt had been replacing outer frame corner gussets twice per season — once at the mid-season 200-hour service and again before winter storage — due to fatigue cracking accelerated by the high operating speeds (7–9 km/h) used to maintain throughput on long flat runs. EVER-POWER supplied Q345B 6 mm support plates with relief-notch geometry at the hypotenuse ends. The contractor completed the entire following season — 480 operating hours per header — without a single gusset crack, reducing unplanned downtime costs by an estimated USD 6,800 across the fleet and eliminating the mid-season gusset replacement entirely.
A Punjab-based agricultural machinery parts dealer serving smallholder paddy and wheat operators had been supplying support plates sourced from three different suppliers simultaneously, leading to inconsistent quality and customer confusion about which variant fitted which machine. After engaging EVER-POWER's cross-reference programme and consolidating to a single source covering Mahindra, John Deere, and local Preet combine models, the dealer reduced their support plate SKU count from 22 to 11 while improving coverage. Standardisation simplified inventory management and reduced slow-moving stock, freeing up approximately USD 8,500 in working capital previously tied up in duplicated part numbers with marginal dimensional differences.
EVER-POWER vs. Market Alternatives
The global market for structural header gussets spans a wide quality range. EVER-POWER sits at a deliberate position: manufacturing quality that approaches OEM levels in dimensional accuracy, weld quality (for supplied-as-welded variants), and surface protection — at a price point that enables planned, preventive replacement rather than emergency reactive sourcing. The comparison below covers the key criteria that matter for structural components in agricultural machinery.
| Criterion | EVER-POWER | OEM Brands | Generic Aftermarket |
|---|---|---|---|
| Cutting Method | CNC Fibre Laser | Laser / Punch | Plasma / Flame |
| Hole Tolerance | ±0.15 mm (post-form) | ±0.15 mm | ±0.5–1 mm |
| Relief Notch Geometry | Standard ✔ | Model-dependent | Rarely |
| Mill Certificate | GB/T MTC standard | Full cert | Rarely available |
| Surface System | 2K Epoxy / HDG option | Powder / 2K Epoxy | Alkyd / Bare |
| Cross-Reference DB | 300+ models | Own brand only | Very limited |
| Custom Dimensions | Yes, 3-wk lead time | No (fixed range) | Sometimes, low QC |
| Price (per pc, MOQ 20) | $3.80 – $7.50 | $8 – $28 | $1 – $4.50 |
| REACH / Cr VI-Free Doc | ✔ On request | ✔ Standard | Rarely |
Structural Support FAQ
Technical guidance for Triangle Support Plate maintenance and specification.
Need a custom matched plate? Send your OEM part number or 9 core measurements to:
edit by gzl
Need Triangle Support Plates
That Actually Fit?
Send your machine model or a dimensional sketch and EVER-POWER's technical team will confirm compatibility, pricing, and lead time within one business day.







We promise will offer the best price by the high quality in china! We also accept special order about the products. If you are interested in our products. Please do not hesitate to let us know.We are pleased to give you the detailed information.We promise that our products would be safety and were in high quality and reasonable price. If you are interested in our products, please contact us asap.We are sincerely looking for your cooperation.
Most of our products are exported to Europe or Americas, both standard and nonstandard products available. We can produce as per your drawing or sample. Material can be standard or as per your special request. If you choose us, you choose reliable.
Industries We Service
